3 osie liniowe i obrotowe, 1 pr ogramowanie din – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 74
4 DIN PLUS
62
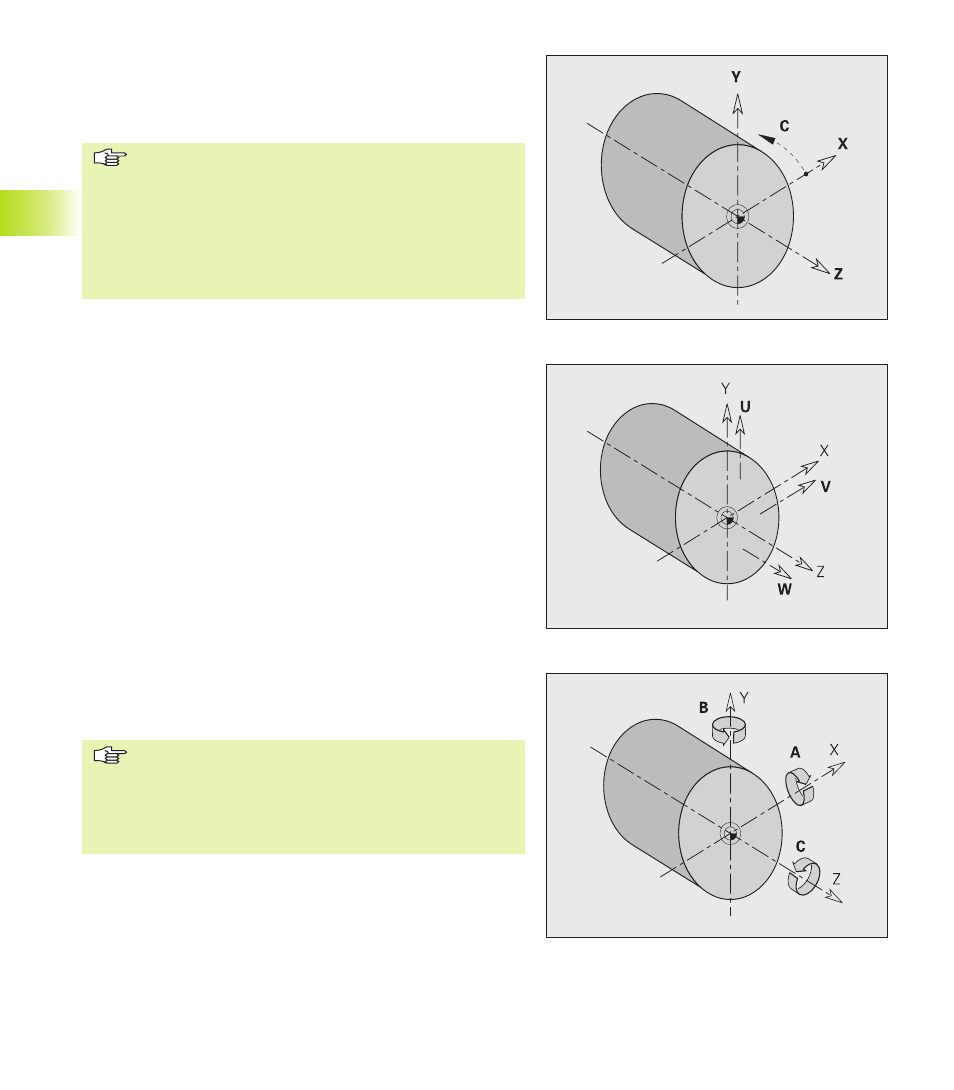
Osie główne
Liniowe osie pomocnicze
Osie obrotu jako osie pomocnicze
4.1.3
Osie liniowe i obrotowe
Osie główne: dane o współrz dnych osi X, Y i Z odnosz si do
punktu zerowego obrabianego przedmiotu. Odchylenia od tej
reguły zostaj podane.
W przypadku ujemnych współrz dnych X należy
zwrócić uwag :
■
nie dozwolone przy opisie konturu
■
nie dozwolone dla cykli obróbki toczeniem
■
śledzenie za przebiegiem konturu zostaje pomini te
■
kierunek obrotu łuków kołowych (G2/G3, G12/G13)
musi zostać manualnie dopasowany
■
położenie przy kompensacji promieni ostrzy (G41/
G42) musi zostać manualnie dopasowane
Oś C: dane o k cie odnosz si do "punktu zerowego osi C".
(Warunek: oś C jest skonfigurowana jako oś główna).
W przypadku konturów osi C i obróbki w osi C obowi zuje:
■
dane o położeniu na stronie czołowej i tylnej nast puj we
współrz dnych kartezjańskich (XK, YK), albo we współrz dnych
biegunowych (X, C)
■
dane o położeniu na powierzchni bocznej nast puj we
współrz dnych biegunowych (Z, C). Zamiast "C" może zostać
wykorzystany "wymiar odcinka CY" ("rozwini cie powierzchni
bocznej" na średnicy referencyjnej).
Osie pomocnicze (osie dodatkowe): CNC PILOT wspomaga
dodatkowo do osi głównych
■
U:
oś linearn w kierunku X
■
V:
oś linearn w kierunku Y
■
W: oś linearn w kierunku Z
■
A:
oś obrotu, obraca si wokół X
■
B:
oś obrotu, obraca si wokół Y
■
C: oś obrotu, obraca si wokół Z
Osie pomocnicze zostaj programowane tylko w cz ści
obróbkowej we funkcjach G0..G3, G12, G13, G30, G62 i G701.
Interpolacja kołowa możliwa jest tylko w osiach głównych.
Osie obrotu (jako osie pomocnicze) zostaj programowane w
cz ści obróbkowej z G15.
■
DIN edytor uwzgl dnia tylko litery adresowe
skonfigurowanych osi.
■
Zachowanie osi obrotu C zależne jest od tego, czy
jest ona skonfigurowana jako oś główna lub
pomocnicza. "Funkcje osi C" G100..G113 obowi zuj
dla "osi głównej C".
4.1 Pr
ogramowanie DIN