9 cykle wier cenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 159
HEIDENHAIN CNC PILOT 4290
147
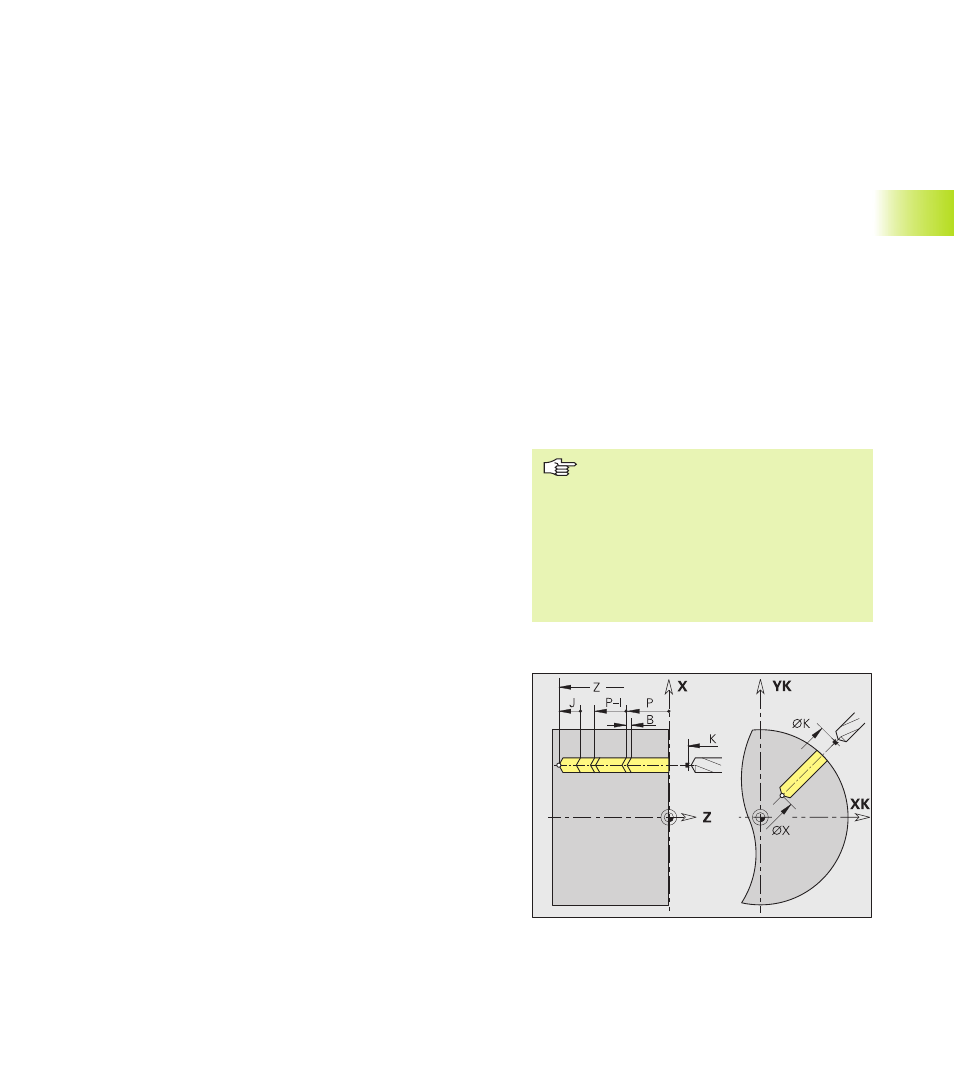
Wiercenie gł bokich odwiertów G74
G74 wytwarza osiowe/radialne odwierty kilkoma krokami ze
stałymi lub nap dzanymi narz dziami.
Pierwsze wiercenie nast puje przy pomocy ”1. gł bokość
wiercenia P”. Przy każdym nast pnym etapie wiercenia gł bokość
zostaje zmniejszona o ”wartość redukowaniaI”, przy czym
”minimalna gł bokość J” nie zostaje przekroczona. Po każdym
wierceniu wiertło zostaje odsuni te o ”odst p powrotu B” lub na
”punkt startu wiercenia”.
Cykl zostaje stosowany dla:
■
pojedyńczych wierceń bez opisu konturu
■
wierceń z opisem konturu (pojedyńcze wiercenie lub wzór
odwiertów) fragmentów programu:
■
CZOŁO
■
STRONA TYLNA
■
OSŁONA
Kiedy aktywuje si redukowanie posuwu, zależne jest od typu
wiertła:
■
wiertła z wkładkami wielopołożeniowymi i wiertła spiralne ze
180° k tem wiercenia:
redukowanie przy końcu wiercenia – 2*odst p bezpieczeństwa
■
inne wiertła:
koniec wiercenia – długość nacianania – odst p bezpieczeństwa
(Długość nacinania=wierzchołek wiertła; odst p
bezpieczeństwa: patrz "parametr obróbkowy 9 wiercenie lub
G47, G147")
Parametr
NS: Numer wiersza konturu wiercenia (G49 , G300 lub G310
Geo) " brak wprowadzenia: pojedyńcze wiercenie bez opisu
konturu
X, Z: Położenie, długość – punkt końcowy osiowych/radialnych
wierceń (X wymiar średnicy)
P:
1. gł bokość wiercenia
I:
Wartość redukcji – default: 0
B:
Odst p przy powrocie – default: do "punktu pocz tkowego
odwiertu"
J:
minimalna gł bokość wiercenia – default: 1/10 z P
E:
Przerwa czasowa (dla wyjścia z materiału na końcu
odwiertu) – default: 0
V:
Redukowanie posuwu (50%) " default: 0
■
V=0 lub 2: redukowanie posuwu na pocz tku
■
V=1 lub 3: redukowanie posuwu na pocz tku i na końcu
■
V=4: redukowanie posuwu na końcu
■
V=5: bez redukowania posuwu
wyj tek przy V=0 i V=1:bez redukowania posuwu przy
nawiercaniu w przypadku wierteł z płytami
wielopołożeniowymi i wierteł spiralnych ze 180° k tem
wiercenia
D:
Pr dkość powrotu i dosuw w odwiercie – default: 0
■
D=0: bieg szybki
■
D=1: posuw
K:
Płaszczyzna powrotu (radialne odwierty: wymiar średnicy) –
default: do pozycji startu lub na bezpieczn wysokość
4.9 Cykle wier
cenia
Przebieg cyklu
1 przy ”wierceniu bez opisu konturu”:
warunek: wiertło znajduje si w odst pie
bezpieczeństwa przed odwiertem (”punkt startu”)
w przypadku ”odwiertu z opisem konturu”:
przemieszcza si zależnie od "K" na biegu
szybkim do punktu startu :
■
K nie zaprogramowany: przemieszcza si na
odst p bezpieczeństwa
■
K zaprogramowany: przemieszcza si na
pozycj "K" i dalej na odst p bezpieczeństwa
2 nawiercanie – redukowanie posuwu zależne od
"V"
3 wiercenie kilkoma etapami
4 przewiercanie – redukowanie posuwu zależne od
"V"
5 powrót – na biegu szybkim/posuw zależny od "D"
6 Pozycja powrotu jest zależna od ”K”:
■
K nie zaprogramowany: powrót do ”punktu
startu”
■
K zaprogramowany: powrót na pozycj ”K”
■
Pojedyńczy odwiert bez opisu konturu:
"X lub Z” zaprogramować alternatywnie.
■
Odwiert z opisem konturu: "X, Z” nie
programować.
■
Wzór odwiertów: "NS” wskazuje na
kontur odwiertu (nie na definicj wzoru).
■
"Redukowanie posuwu na końcu"
nast puje tylko przy ostatnim stopniu
wiercenia.