6 tryb inspekcyjny, 5 t ryb automatyczny – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 58
3 Obsługa r czna i tryb automatyczny
46
Ci g dalszy na nast pnej stronie
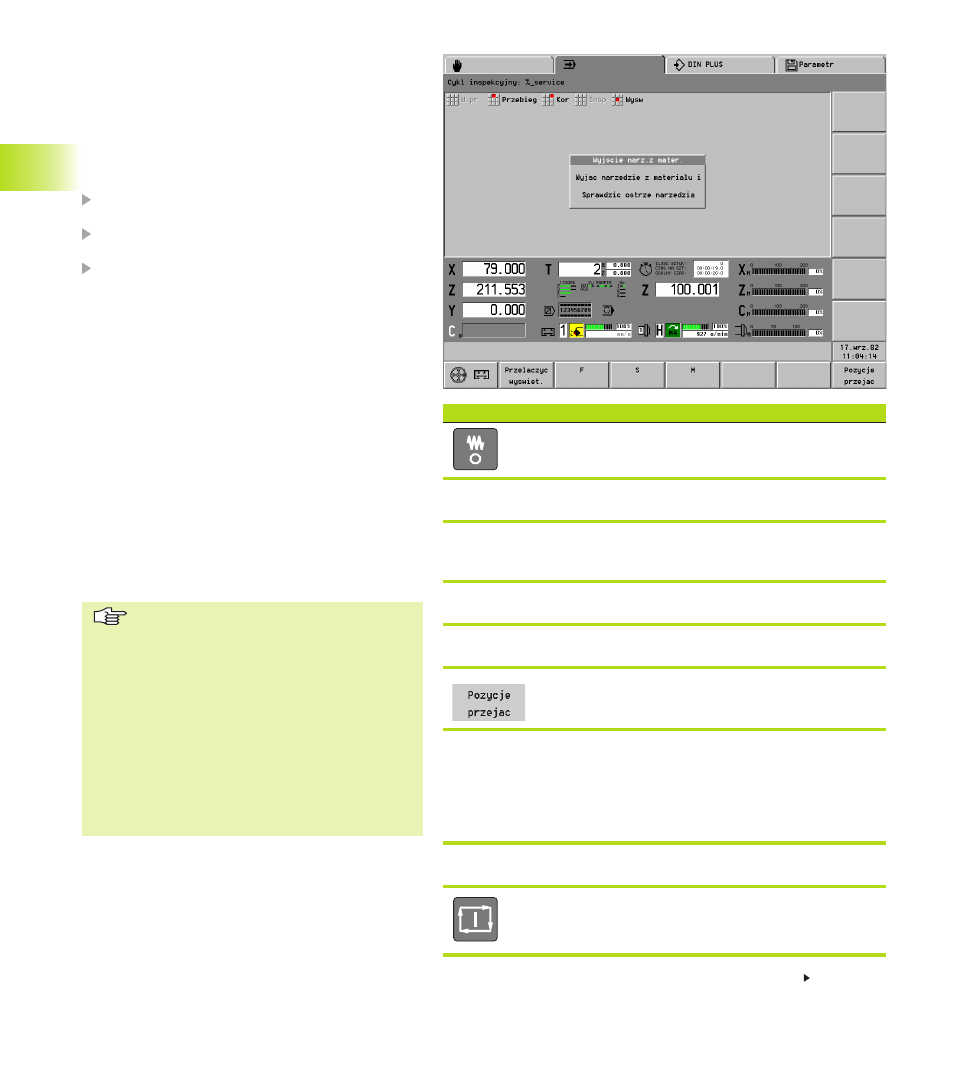
3.5.6 Tryb inspekcyjny
Operator może przerwać przebieg programu,
”aktywne narz dzie” sprawdzić, skorygować lub
wymienić ostrze i kontynuować program NC od
punktu, w którym zatrzymano program.
Cykl inspekcyjny zostaje przeprowadzony
nast puj cymi etapami:
Przerwanie programu i ”wysuni cie z materiału”
narz dzia
sprawdzenie narz dzia, w razie potrzeby
wymiana ostrza
powrót narz dzia do pozycji roboczej
■
Ostrze było o.k.: kontynuowanie
automatycznego przebiegu programu
■
w przypadku nowego ostrza: poprzez
”zarysowanie” ustalenie wartości korekcji "
nast pnie kontynuowanie automatycznego
przebiegu progamu
Jeśli ”odsuwamy” narz dzie od materiału, to CNC
PILOT zapisuje w pami ci pierwszych pi ć
odcinków przemieszczenia. Każda zmiana
kierunku odpowiada jednemu odcinkowi
przemieszenia.
Operator może kontynuować progam NC przed
punktem zatrzymania programu. Przy tym należy
wprowadzić odległość do ”punktu przerwania
programu”. Jeśli ta ”odległość” jest wi ksza niż
odst p pocz tek wiersza punkt przerwania
programu, to CNC PILOT odpracowuje od pocz tku
zatrzymanego wiersza NC.
■
Podczas operacji sprawdzania można
nachylić głowic rewolwerow ,
nacisn ć klawisze wrzeciona, itd.
■
Jeśli głowica rewolwerowa została
nachylona, to program powrotu zmienia
na ”właściwe narz dzie”.
■
Prosz wybierać przy zmianie ostrza
tak wartości korekcji, aby narz dzie
zatrzymało si przed obrabianym
przedmiotem.
■
Operator może przerwać cykl
sprawdzania w stanie cykl stop i przejść
do ”sterowania r cznego”.
Tryb inspekcyjny
Przerwanie przebiegu programu
<
"Insp(ekcja)" wybrać
<
Dokonać przemieszczenia narz dzia przy pomocy klawiszy
kierunkowych.
<
W razie potrzeby odchylić głowic rewolwerow .
<
Sprawdzić ostrze – w razie potrzeby zmienić.
<
Zakończyć operacj inspekcji – CNC PILOT wczytuje
program powrotu ("_SERVICE").
<
Okno dialogowe ”Narz korekcja” zostaje otwarte. Prosz
zapisać korekcj narz dzia i zakończyć zapis z ”OK”.
Prosz tak wybrać wartość korekcji w przypadku nowego
ostrza , aby narz dzie przy powrocie zatrzymało si przed
obrabianym przedmiotem.
<
W razie potrzeby aktywować wrzeciono.
<
uruchamia program powrotu.
<
3.5 T
ryb automatyczny