7 cykle toczenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 148
4 DIN PLUS
136
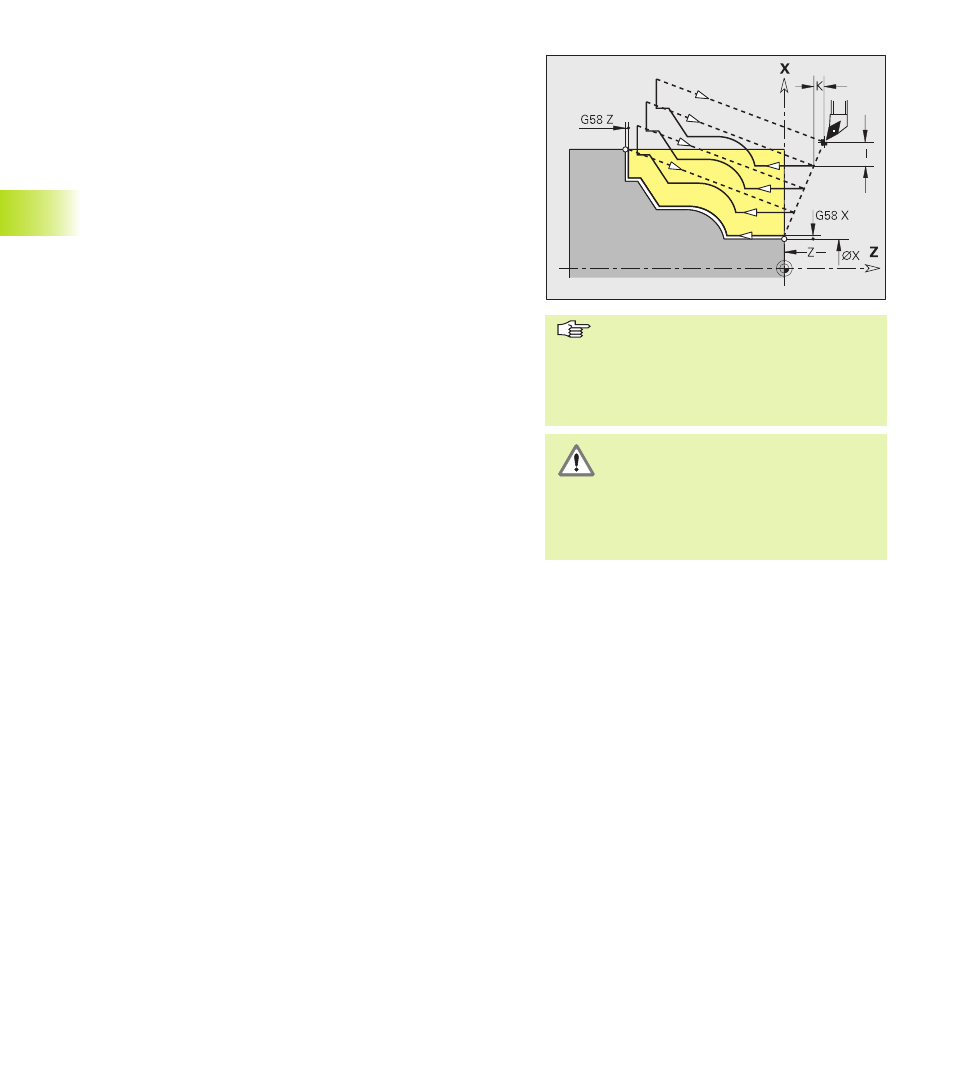
Cykl powtórzenia konturu G83
G83 wykonuje kilkakrotnie zaprogramowane w nast pnych
wierszach funkcje (proste odcinki przemieszczenia lub cykle bez
opisu konturu). G80 kończy cykl obróbki.
Jeśli liczba dosuwów w kierunku X jest różna, to zostaj
wykonywane zabiegi najpierw w obydwu kierunkach z
zaprogramowanymi wartościami. Dosuw zostaje ustawiony na
zero, jeśli dla jednego z kierunków osi gni to wartość docelow .
Wskazówki dotycz ce programowania G83
■
znajduje si w pojedynk w wiersz
■
nie może być programowany z K zmiennymi
■
nie może zostać przeł czony, także nie poprzez wywołanie
podprogramów
Naddatki:
■
G57 naddatki
■
zostaj obliczone z właściwym znakiem liczby (dlatego też
naddatki przy obróbce wewn trznej nie s możliwe)
■
G58 naddatki: zostaj uwzgl dnione, jeśli pracujemy z SRK
■
G57 i G58 naddatki pozostaj aktywne po zakończeniu cyklu
Przebieg cyklu
1 rozpoczyna si obróbka cyklu od pozycji narz dzia
2 dosuwa o zdefiniowan w ”I, K” wielkość
3 przeprowadza zdefiniowane w nast pnych wierszach zabiegi
obróbkowe, przy czym odst p pozycji narz dzia do punktu startu
konturu zostaje przyj ty jako ”naddatek”
4 powraca diagonalnie
5 powtarza 2...4, aż zostanie osi gni ty "punkt docelowy konturu
7 powraca do punktu startu cyklu
Parametr
X/Z: Punkt docelowy konturu (X wymiar średnicy) – default:
przej cie ostatniej X/Z współrz dnej.
I:
maksymalny dosuw w kierunku X (wymiar promienia) –
default: 0
K:
maksymalny dosuw w kierunku Z – default: 0
■
korekcja promienia ostrza: nie
zostanie przeprowadzona. – można
zaprogramować SRK oddzielnie przy
pomocy G40..G42.
■
Odst p bezpieczeństwa po każdym
przejściu : 1mm.
Uwaga niebezpieczeństwo kolizji !
Po każdym przejściu narz dzie powraca
diagonalnie, aby dokonać dosuwu dla
nast pnego przejścia. Prosz
zaprogramować, jeśli to konieczne,
dodatkowy bieg szybki, aby unikn ć
kolizji.
4.7 Cykle toczenia