7 cykle toczenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 141
HEIDENHAIN CNC PILOT 4290
129
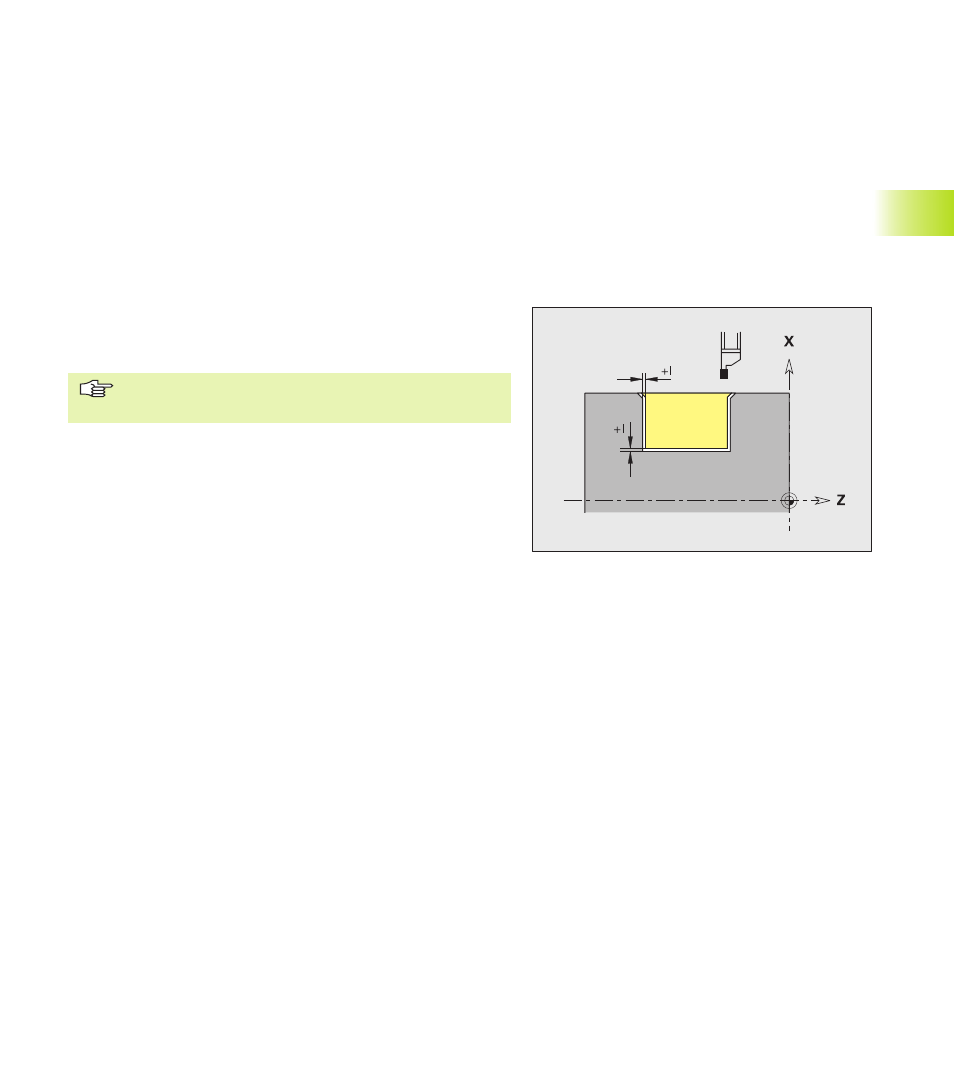
Cykl podcinania G866
G866 wytwarza zdefiniowane przy pomocy G22 Geo podci cie.
CNC PILOT rozpoznaje na podstawie definicji narz dzia, czy
chodzi o obróbk zewn trzn czy też wewn trzn lub czy
podci cie jest radialne czy też osiowe.
Obliczanie podziału skrawania (SBF: patrz parametr skrawania 6):
maksymalne przesuni cie = SBF * szerokość ostrza
Parametry
NS: Numer wiersza (referencja na G22 Geo)
I:
Naddatek (przy podcinaniu wst pnym) – default: 0
■
I=0: podci cie zostaje wykonane jednym chodem
roboczym
■
I>0: w pierwszym chodzie roboczym zostaje podci cie, w
drugim dokonuje si obróbki wykańczaj cej
E:
Czas zwłoki – brak wpisu: czas jednego obrotu wrzeciona
■
przy I=0: przy jednmy podci ciu
■
przy I>0: tylko przy obróbce wykańczaj cej
Korekcja promienia ostrza: zostaje przeprowadzona
Naddatki: nie zostaj obliczone
Przebieg cyklu
1 oblicza rozdzielenie skrawania
2 dosuwa z punktu startu dla pierwszego przejścia
(podci cie radialne: najpierw kierunek Z, potem
X; podci cie osiowe: najpierw kierunek X, potem
Z)
3 podcina (jak to podano pod ”I”)
4 powraca na biegu szybkim i dosuwa dla
nast pnego przejścia
5 przy I=0: zatrzymuje si na czas ”E”
6 powtarza 3...4 podci cie zostanie obrobione
7 przy I>0: dokonuje obróbki wykańczaj cej
konturu
4.7 Cykle toczenia