17 funkcje m – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 195
HEIDENHAIN CNC PILOT 4290
183
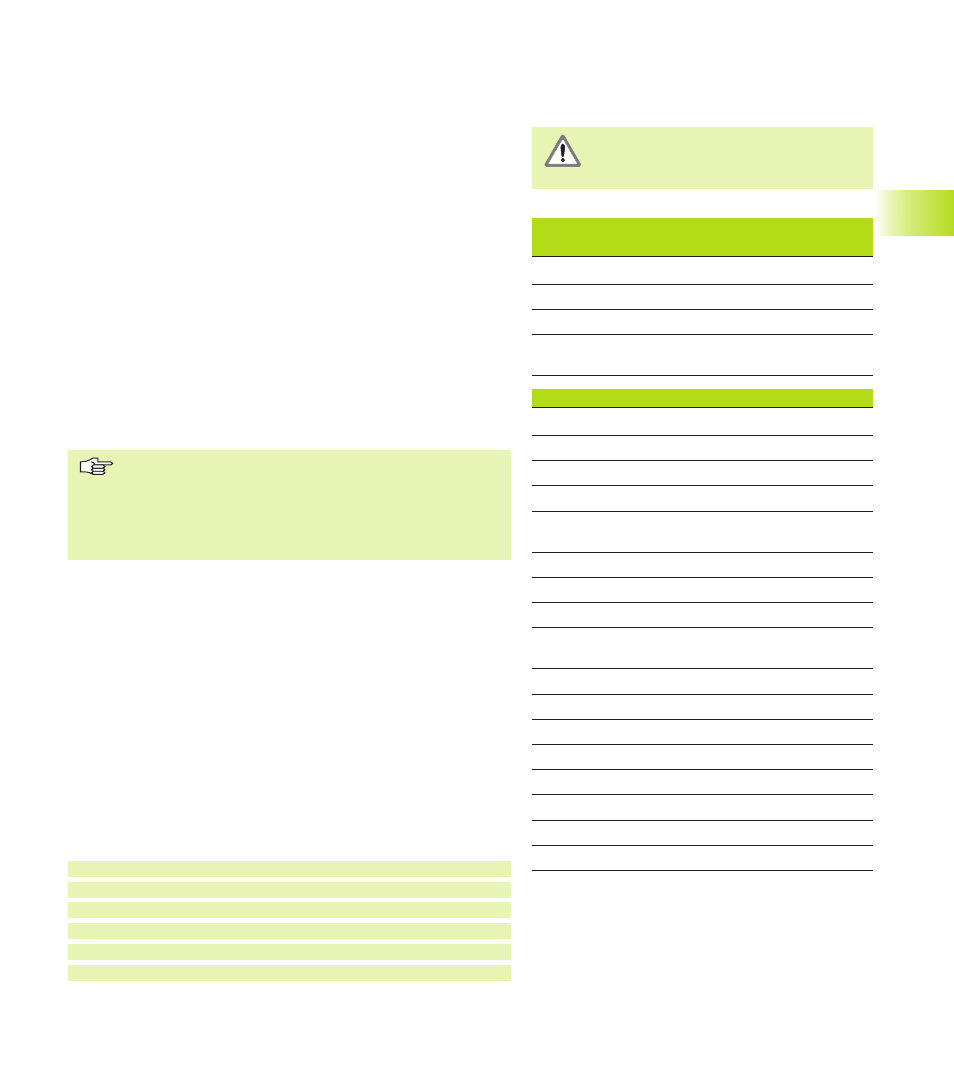
Polecenia M dla sterowania przebiegu
programu
M00
Program stop
M01
Do wyboru stop
M30
Koniec programu
M99 NS..
Koniec programu z ponownym
uruchomieniem
M polecienia jako polecenia maszynowe
M03
Wrzeciono główne ON (cw)
M04
Wrzeciono główne ON (ccw)
M05
Wrzeciono główne Stop
M12
Hamulec zacisk głównego wrzeciona
M13
Hamulec głównego wrzeciona
zwolnić
M14
Oś C ON
M15
Oś C OFF
M19 C..
Stop wrzeciona na pozycji ”C”
M40
Przeł czyć przekładni na stopień 0
(położenie neutralne)
M41
Przeł czyć przekładni na stopień 1
M42
Przeł czyć przekładni na stopień 2
M43
Przeł czyć przekładni na stopień 3
M44
Przeł czyć przekładni na stopień 4
Mx03
Wrzeciono x ON (cw)
Mx04
Wrzeciono x ON (ccw)
Mx05
Wrzeciono x Stop
M97
Funkcja synchroniczna
4.17 Funkcje M
4.17 Funkcje M
Funkcje M steruj przebiegiem programu i przeł czaj agregaty
maszyny (polecenia maszynowe).
M00 program stop
Wykonanie programu zatrzymuje si – "cykl start" kontynuje
wykonanie programu.
M01 do wyboru stop
Softkey "wybieralny stop” (tryb automatyczny) nastawia, czy
wykonanie programu ma zatrzymać si przy M01. "Cykl start"
kontynuje wykonanie programu.
M30 koniec programu
M30 oznacza "Koniec programu lub koniec podprogramu". (M30
nie musimy programować.)
Jeżeli po M30 naciśniemy ”cykl start”, to wykonanie programu
rozpoczyna si od jego pocz tku.
M99 koniec programu z ponownym startem od pocz tku
programu lub od podanego numeru wiersza
M99 oznacza "koniec programu i ponownym start". CNC PILOT
rozpoczyna wykonanie programu ponownie od:
■
pocz tku programu, jeśli NS nie jest zapisane
■
numeru wiersza NS, jeśli NS jest zapisane
Samozachowawcze funkcje (posuw, pr dkość
obrotowa, numer narz dzia etc.), obowi zuj ce na
końcu programu, s ważne przy ponownym starcie
programu. Dlatego też należy zaprogramować na nowo
funkcje samozachowawcze na pocz tku programu lub
od wiersza startu (przy M99).
M97 funkcja synchroniczna
Suporty, dla których zaprogramowana jest M97, czekaj aż
wszystkie suporty dojd do tego wiersza. Nast pnie zostaje
kontynuowane wykonanie programu.
Dla kompleksowych zabiegów obróbkowych (np. obróbka kilku
przedmiotów) M97 może zostać zaprogramowana przy pomocy
paramemtrów.
Parametry
H:
numer synchroznacznika – analiza nast puje wył cznie
podczas interpretowania programów NC
Q:
numer sań – prosz używać synchronizowania z Q, jeśli
synchronizowanie z $x nie jest możliwe
D:
wł czyć/wył czyć – default: 0
■
0: off – synchronizowanie w przebiegu programu NC
■
1: on – synchronizowanie wył cznie podczas
interpretowania programów NC
Przykład M97
. . .
$1
N.. G1 X.. Z..
$2
N.. G1 X.. Z..
$1$2 N.. M97
[$1, $2 czekaj na siebie]
. . .
Polecenia maszynowe
Działanie poleceń maszynowych zależne jest od
modelu tokarki. Nast puj ca tabela ukazuje
wykorzystywane ”z reguły” polecenia M.
Prosz poinformować si w instrukcji
obsługi maszyny o jej aktywnych
poleceniach M.