12 interakcyjne gener owanie planu pracy (iag) – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 320
6 TURN PLUS
308
P:
■
Frezowanie konturu: gł bokość frezowania – nadpisuje
gł bokość" definicji konturu
■
okrawanie: gł bokość pogł biania narz dzia – default:
szerokość fazki (z "Atrybut obróbki okrawanie") + 1 mm
I:
maksymalny dosuw – default: frezowanie jednym
dosuwem
L:
Naddatek – kontur frezowania "przesun ć" ("naddatek
G58" przed cyklem frezowania)
■
Oddziaływanie "miejsca frezowania, kierunku
frezowania i kierunku obrotu narz dzia": patrz "4.11
Cykle frezowania".
■
Okrawanie:Szerokość fazki zostaje zdefiniowana
jako atrybut obróbki.
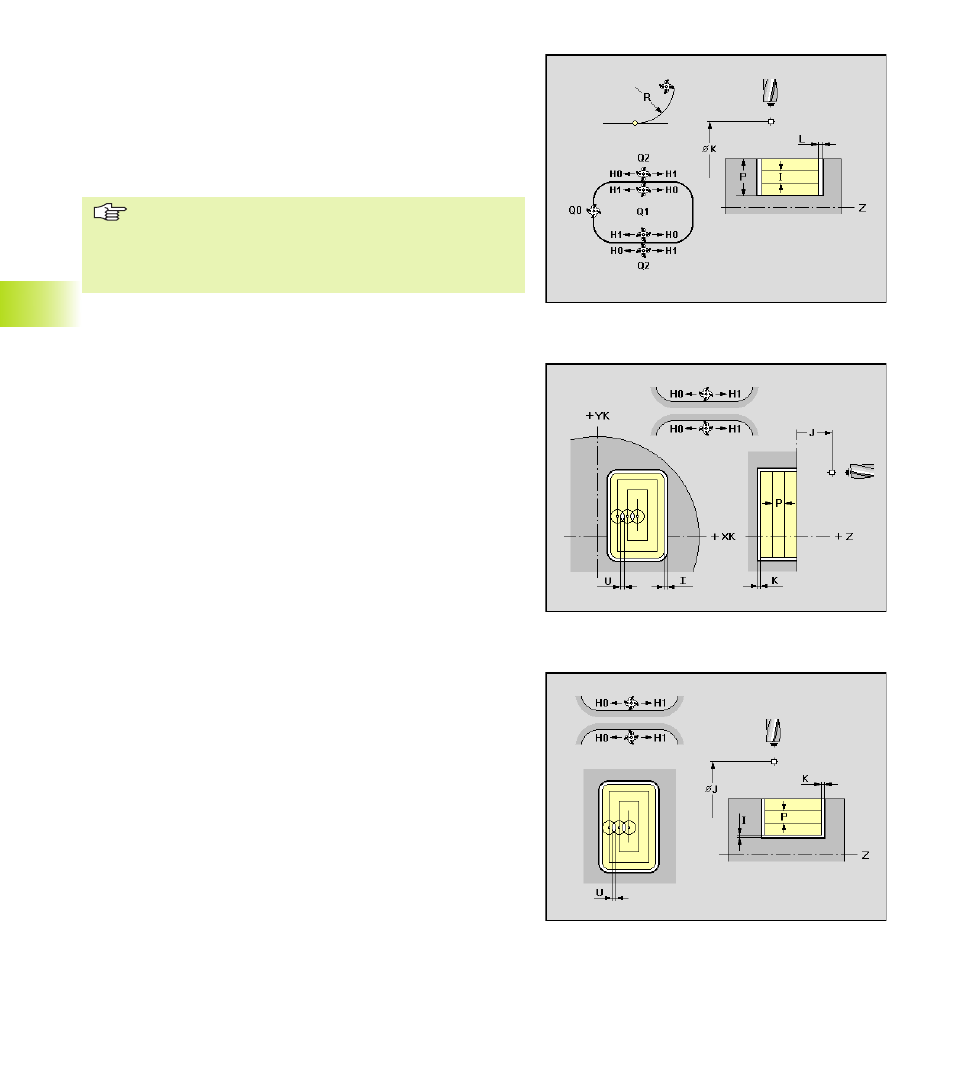
Frezowanie powierzchni – obróbka zgrubna/
wykańczaj ca (G845/G846)
Obrabia zgrubnie/na gotowo figury lub zamkni te "wolne kontury"
płaszczyzn bazowych:
■
CZOŁO
■
STRONA TYLNA
■
OSŁONA
Parametr
J:
płaszczyzna powrotu – default: powrót do pozycji startu
■
strona czołowa lub tylna: pozycja powrotu w kierunku Z
■
powierzchnia boczna: pozycja powrotu w kierunku X
(wymiar średnicy)
Q:
Kierunek obróbki (Q)
■
na zewn trz (Q=0): od wewn trz do zewn trz
■
do wewn trz (Q=1): od zewn trz do wewn trz
H:
kierunek frezowania domyślnie: 0
■
H=0: przeciwbieżnie
■
H=1: współbieżnie
U:
współczynnik nakładania si – zakres: 0 <= U <= 0,9;
0: brak nakładania si
V:
współczynnik przepełnienia jest przy obróbce z osi C
bez znaczenia
P:
maksymalny dosuw na płaszczyźnie frezowania
I, K:
naddatek w kierunku X, Z – pomijany przy obróbce
wykańczaj cej
6.12 Interakcyjne gener
owanie planu pracy (IAG)