12 interakcyjne gener owanie planu pracy (iag) – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 302
6 TURN PLUS
290
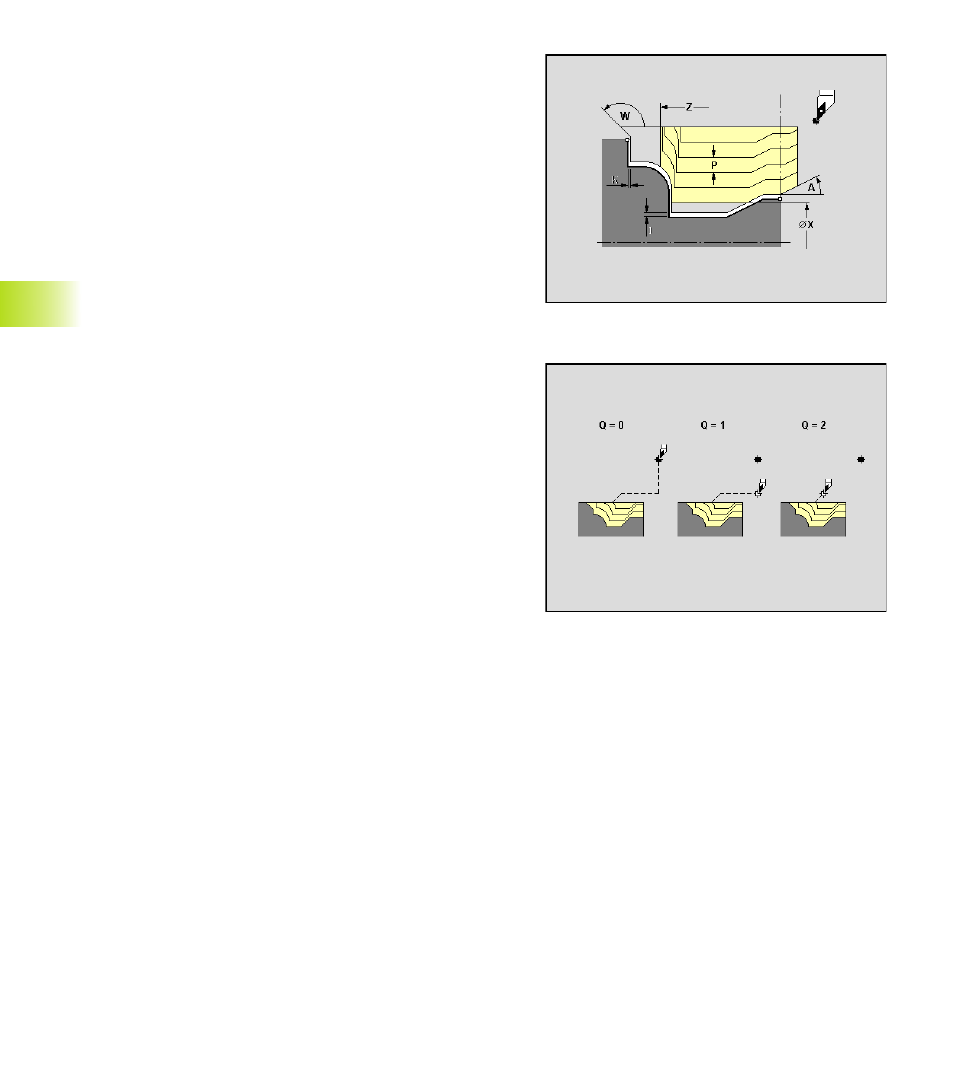
Obróbka zgrubna równolegle do konturu (G830)
Parametr
P:
Gł bokość skrawania (maksymalny dosuw)
A:
K t dosuwu (baza: oś Z) – default: 0°/180° (równolegle do
osi Z)
W:
K t odjazdu (baza: oś Z) – default: 90°/270° (prostok tnie
do osi Z)
X, Z:
Ograniczenie skrawania
Rodzaj naddatku nastawić: poprzez softkey
I, K:
różne naddatki wzdłuż/plan
I:
stały naddatek – generuje "naddatek G58" przed cyklem
E:
zredukowany posuw pogł biania
Q:
Swobodne przemieszczenie przy końcu cyklu
■
Q=0: powrót do punktu startu – najpierw kierunek X
potem Z
■
Q=1: pozycjonuje przed gotowym konturem
■
Q=2: wznosi si na odst p bezpieczeństwa i zatrzymuje
Obróbka podci cia (patrz tabela softkey)
Obróbka zgrubna automatycznie
Punkt menu: obróbka zgrubna – obróbka zgrubna automatycznie
TURN PLUS generuje bloki robocze dla wszystkich zabiegów
obróbkowych zgrubnych (wzdłuż, plan, usuwanie materiału,
wewn trz, zewn trz, itd.). Przy tym zostaj ustalone wszystkie
elementy bloku roboczego (narz dzia, dane skrawania, parametry
cyklu, itd.).
6.12 Interakcyjne gener
owanie planu pracy (IAG)