11 zbr ojenie – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 293
HEIDENHAIN CNC PILOT 4290
281
■
Prosz zabezpieczyć plan pracy itd.
dla obróbki pierwszego zamocowania,
zanim ”zmienimy zamocowanie”. TURN
PLUS usuwa przy ”zmianie
zamocowania” dotychczas generowany
plan pracy i używane środki pracy.
■
Zmiana zamocowania nie zast puje
zamocowania.
6.11 Zbr
ojenie
Ci g dalszy na nast pnej stronie
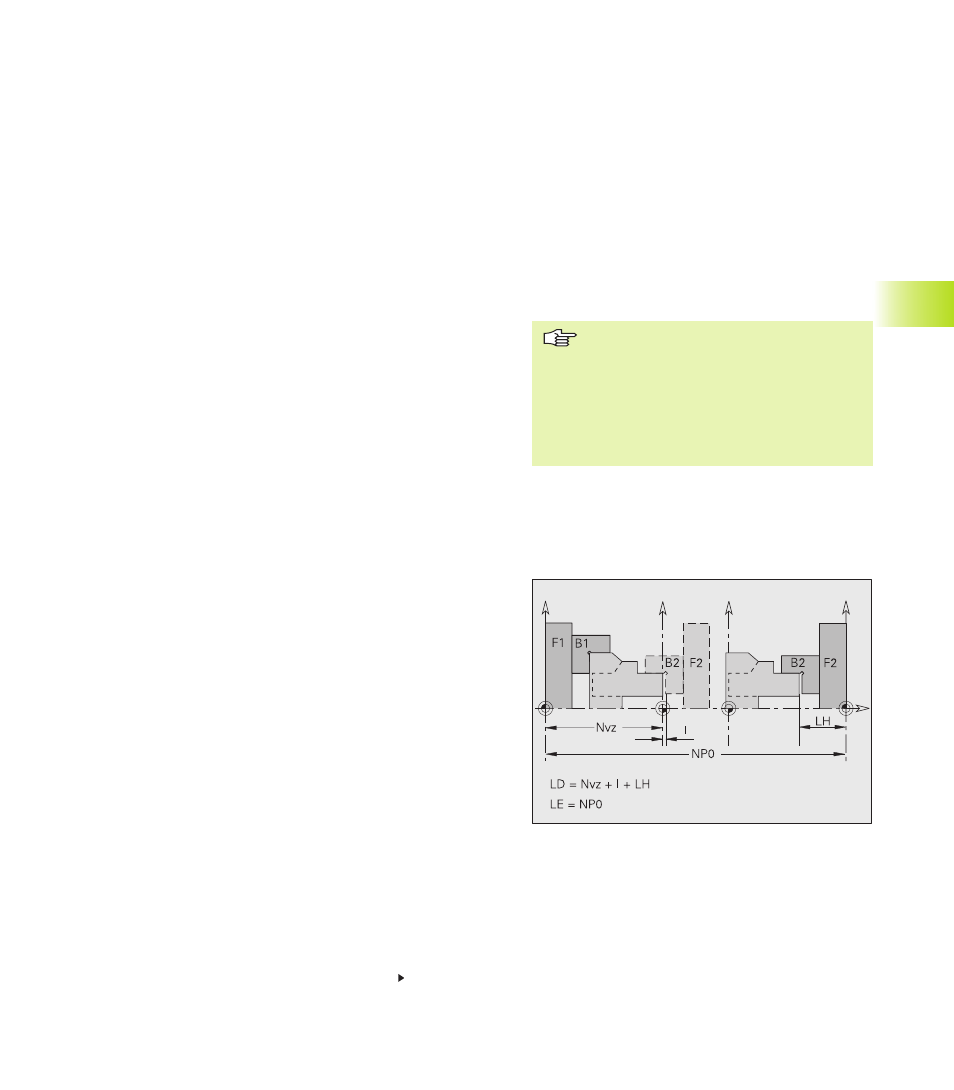
■
F1/B1, F2/B2: uchwyt/szcz ki wrzeciono
główne i przeciwległe
■
Nvz: przesuni cie punktu zerowego (G59, ...)
■
I: odst p bezpieczeństwa na półwyrób
(parametr obróbkowy 2)
■
NP0: margines punktu zerowego (np. parametr
maszynowy 1164 dla osi Z $1)
Określić ograniczenie skrawania
Punkt menu: "zamocowanie – ograniczenie skrawania"
TURN PLUS ustala "ograniczenie skrawania dla AAG" dla konturu
zewn trznego i wewn trznego przy "mocowanie – strona
wrzeciona". Operator może te wartości zmienić/uzupełnić.
Ograniczenie skrawania zostaje przedstawione w postaci
"czerwonej kreski".
Usuni cie planu zamocowania
Punkt menu: "mocowanie – usuni cie planu mocowania"
usuwa wszystkie dane dotycz ce zamocowania obrabianego
przedmiotu i zapisane ograniczenia skrawania.
Zmiana zamocowania
Zmiana zamocowania – obróbka standardowa
Prosz używać "zmiany zamocowania – obróbki standardowej"
przy obróbce strony przedniej i tylnej z oddzielnymi programami
NC.
TURN PLUS
■
"odwraca" obrabiany przedmiot (cz ść nieobrobion i gotow )
oraz przesuwa punkt zerowy o "Nvz"
■
obraca kontury powierzchni bocznej lub kontury YZ
płaszczyzny o "Wvc"
■
wykasowuje mocowadła pierwszego ustalenia.
Parametry "zmiany zamocowania obrabianego przedmiotu"
Nvz:
Przesuni cie punktu zerowego (wartość proponowana:
długość konturu cz ści gotowej)
Wvc:
Przesuni cie k ta
Zmiana zamocowania – pełna obróbka 1. ustalenia po 2.
ustaleniu
rozpoczyna obróbk drugiego ustalenia.
Prosz zdefiniować najpierw mocowadła. Potem TURN PLUS
aktywuje program fachowy (z parametru obróbkowego 21) dla
przekazu obrabianego przedmiotu. Jaki program fachowy zostaje
używany, zależy od zapisu "1. ustalenie wrzeciono .. – 2. ustalenie
wrzeciono .." w nagłówku programu:
■
to samo wrzeciono (manualna zmiana zamocowania): zapis
"UP UMHAND"
■
różne wrzeciona (przekazanie przedmiotu na wrzeciono
przeciwległe): zapis "UP UMKOMPL"
Programy fachowe zostaj oddawane do dyspozycji przez
producenta maszyn. Dlatego też mog zaistnieć odchylenia od
opisanych poniżej parametrów. Prosz upewnić si na podstawie
programu fachowego, lub na podstawie podr cznika obsługi
maszyny, jakie znaczenie maj dane parametry i jak przebiega
program fachowy.