7 cykle toczenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 144
4 DIN PLUS
132
4.7 Cykle toczenia
G890 Q4 – pozostała obróbka wykańczaj ca
Obróbka wykańczaj ca konturu G890
G890 dokonuje obróbki na gotowo opisanego poprzez ”NS, NE”
obszaru konturu wł cznie z fazkami/zaokr gleniami równolegle do
konturu jednym przejściem wykańczaj cym. Podci cia zostaj
obrabiane, jeśli dopuscza to geometria narz dzia.
CNC PILOT rozpoznaje na podstawie definicji narz dzia, czy
chodzi o obróbk zewn trzn czy też wewn trzn .
Przy pomocy “NS – NE“ określamy kierunek obróbki. Jeśli
obrabiany kontur składa si tylko z jednego elementu, to
obowi zuje:
■
obróbka w kierunku definicji konturu, jeśli programujemy
wył cznie NS
■
obróbka w kierunku przeciwnym do kierunku definicji konturu,
jeśli programujemy NS i NE
Pozostał obróbk wykańczaj c aktywujemy przy pomocy
Q=4“ (przykład: usuwanie materiału przy pomocy wykańczaków w
kierunku przeciwnym do kierunku obróbki). CNC PILOT zna już
obrobione fragmenty i pomija je. Przy ”Q=4” nie można wpłyn ć na
rodzaj dosuwu cykl obróbki wykańczaj cej generuje odcinek
dosuwu.
W przypadku małych fazek/zaokr gleń obowi zuje:
■
wysokość nierówności lub posuw (z G95 Geo) nie s
zaprogramowane: CNC PILOT przeprowadza automatyczne
redukowanie posuwu. Fazka/zaokr glenie zostaj obrabiane
przy pomocy przynajmniej 3 obrotów.
■
Chropowatość lub posuw (z G95 Geo) s zaprogramowane:
bez automatycznego redukowania posuwu
Przy fazkach/zaokr gleniach, obrabianych ze wzgl du na swoj
wielkość przy pomocy przynajmniej 3 obrotów, nie nast puje
automatyczne redukowanie posuwu.
Parametry
NS: pocz tkowy numer wiersza (pocz tek fragmentu konturu)
NE: końcowy numer wiersza (koniec fragmentu konturu)
E:
Zachowanie przy zagł bianiu
■
E=0: opadaj cych konturów nie obrabiać
■
E>0: posuw zagł biania
■
brak wpisu: redukowanie posuwu w zależności od k ta
zagł biania – maksymalnie 50%
V:
Oznaczenie pocz tek/koniec – default: 0
Fazka/zaokr glenie zostaje obrabiane:
■
V=0: na pocz tku i na końcu
■
V=1: na pocz tku
■
V=2: na końcu
■
V=3: bez obróbki
■
V=4: fazka/zaokr glenie zsotaje obrabiane – nie element
podstawowy (warunek: fragment konturu z jednym
elementem)
Ci g dalszy na nast pnej stronie
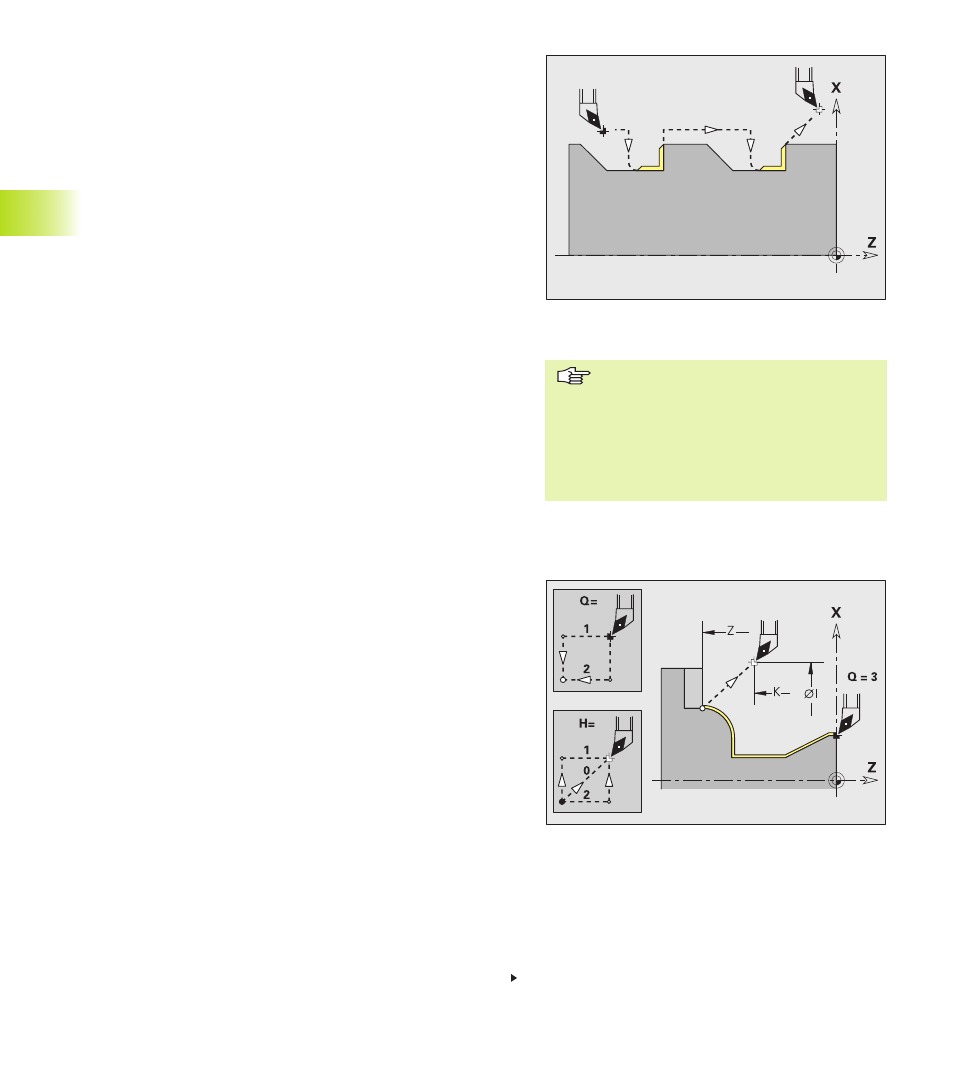
Przy ostatecznej obróbce
wykańczaj cej (G890 – Q4) CNC PILOT
sprawdza, czy narz dzie może
bezkolizyjnie wjechać do zagł bienia
konturu. Miarodajnym dla tej kontroli
kolizji jest parametr narz dzia
”szerokość dn” (patrz ”8.1.2Wskazówki
do danych o narz dziach”).