12 interakcyjne gener owanie planu pracy (iag) – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 317
HEIDENHAIN CNC PILOT 4290
305
Obróbka wykańczaj ca usuwanie materiału
(neutralne Narz) (G890 – Q=4)
IAG obrabia zagł bione obszary konturu, ustalane na podstawie
”k ta kopiowania wejściowego” (naci cia: EKW
mtw).
Przy automatycznym generowaniu TURN PLUS wybiera "neutralne
narz dzie do wykańczania".
Opcje (parametr)
X, Z:
Ograniczenie skrawania
Rodzaj naddatku nastawić: poprzez softkey
L, P:
różne naddatki wzdłuż/plan – generuje "naddatek G57"
przed cyklem
L:
stały naddatek – generuje "naddatek G58" przed cyklem
Pogł bianie: obrabianie opadaj cych konturów ?
■
tak
■
nie
E:
zredukowany posuw pogł biania przy opadaj cych
konturach
Swobodne przemieszczenie:
■
tak: "rodzaj swobodnego przemieszczenia H" nastawić
przy pomocy softkey
■
nie (H=4): narz dzie zatrzymuje si i pozostaje na
współrz dnej końcowej
H:
Rodzaj swobodnego przemieszczenia – nastawić przy
pomocy softkey
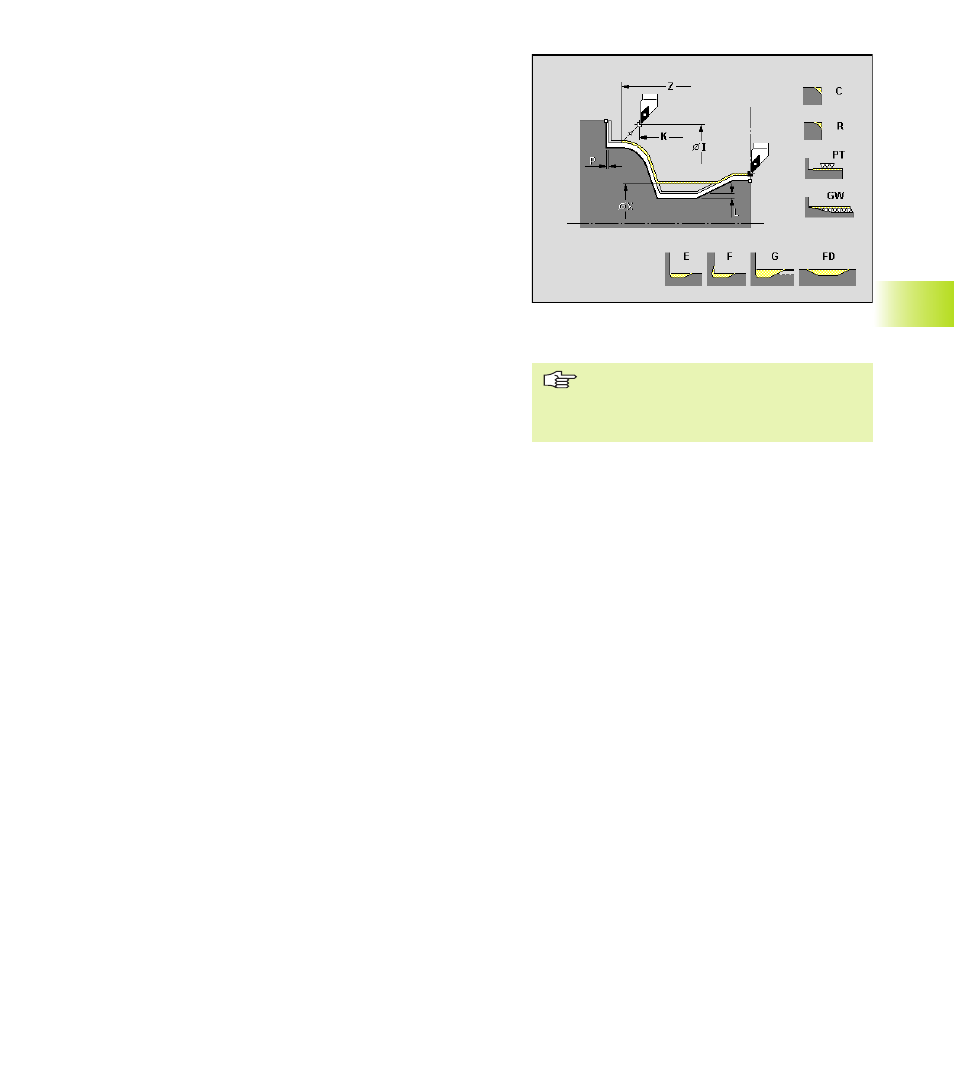
I, K:
Pozycja wyjścia z materiału przy H=0, 1 lub 2
Obróbka elementu formy z ...: nastawić przeznaczone do obróbki
elementy formy, fazki, etc. przy pomocy softkey
6.12 Interakcyjne gener
owanie planu pracy (IAG)
Zdefiniowana w "cykl – najazd" pozycja
zostaje przej ta jako wartość
proponowana przy "pozycji wyjścia z
materiału I,K"