2 obróbka strony czołowej/tylnej, 10 obróbka w osi c – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 161
HEIDENHAIN CNC PILOT 4290
149
Łuk kołowy strona czołowa/tylna G102/G103
Narz dzie przemieszcza si kołowo z posuwem do ”punktu
końcowego”.
Kierunek obrotu: patrz rysunek pomocniczy
Poprzez programowanie "H=2 lub H=3“ można wytwarzać liniowe
rowki wpustowe o okr głym dnie. Definiujemy środek koła przy
■
H=2: z I i K
■
H=3: z J i K
Łuk kołowy G102
4.10.2 Obróbka strony czołowej/tylnej
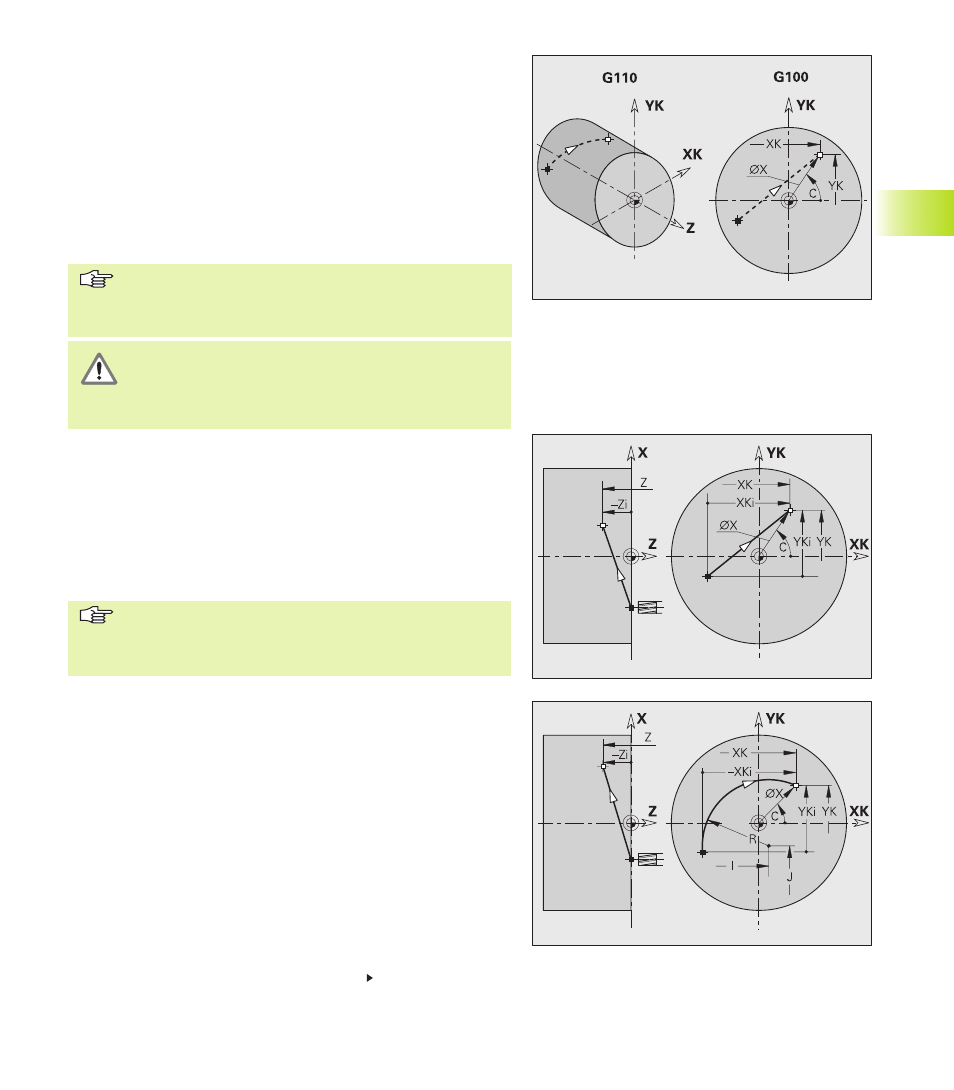
Bieg szybki strona czołowa/tylna G100
Narz dzie przemieszcza si na biegu szybkim na najkrótszym
odcinku do ”punktu końcowego”.
Parametr
X: Srednica punktu końcowego
C: Wymiar k towy punktu końcowego
XK, YK: punkt końcowy we współrz dnych kartezjańskich
Z: Punkt końcowy – default: aktualna pozycja Z
Programowanie
■
X, C, XK, YK, Z: absolutnie, przyrostowo lub
samozachowawczo
■
zaprogramować albo X–C albo XK–YK
Uwaga niebezpieczeństwo kolizji!
Przy G100 narz dzie wykonuje prostoliniowe
przemieszczenie. Dla pozycjonowania obrabianego
przedmiotu pod określonym k tem można używać
G110.
Liniowo stroan czołowa/tylna G101
Narz dzie przemieszcza si liniowo z posuwem do ”punktu
końcowego”.
Parametr
X:
Srednica punktu końcowego
C:
Wymiar k towy punktu końcowego
XK, YK: punkt końcowy we współrz dnych kartezjańskich
Z:
Gł bokość końcowa – default: aktualna pozycja Z
Programowanie
■
X, C, XK, YK, Z: absolutnie, przyrostowo lub
samozachowawczo
■
zaprogramować albo X–C albo XK–YK
4.10 Obróbka w osi C
Ci g dalszy na nast pnej stronie