5 parametry obróbki – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 375
HEIDENHAIN CNC PILOT 4290
363
7.5 Parametry obróbki
5 – Obróbka wykańczaj ca
Obróbka wykańczaj ca – standardy narz dzi i obróbki
Narz dzia zostaj wybierane w zależności od miejsca obróbki i
kierunku obróbki głównej (HBR) na podstawie k ta nastawienia i
ostrza. Dodatkowo obowi zuje dla wyboru narz dzia:
■
W pierwszej kolejności zostaj używane narz dzia obróbki
wykańczaj cej standardowe.
■
Jeśli narz dzie obróbki wykańczaj cej standardowe nie może
obrabiać elementów formy podtoczenie (forma FD) i podci cia
(forma E, F, G), to elementy formy zostaj jeden po drugim
maskowane. TURN PLUS próbuje iteracyjnie obrabiać
”pozostały kontur”. Zamaskowane elementy formy zostaj
potem pojedyńczo obrabiane przy pomocy odpowiedniego
narz dzia.
■
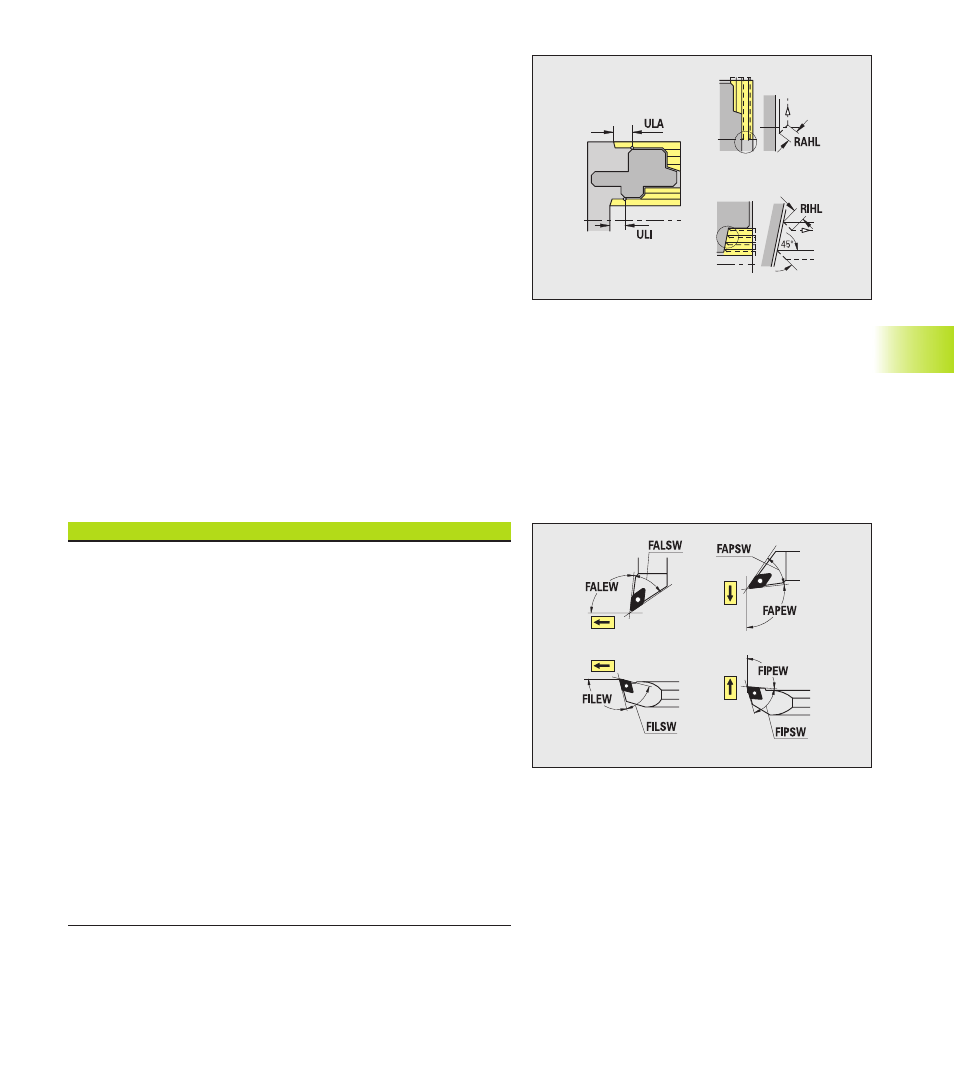
K t nastawienia – zewn trz/wzdłuż [FALEW]
■
K t wierzchołkowy – zewn trz/wzdłuż [FALSW]
■
K t nastawienia – zewn trz/plan [FAPEW]
■
K t ostrza – zewn trz/plan [FAPSW]
■
K t nastawienia – wewn trz/wzdłuż [FILEW]
■
K t ostrza – wewn trz/wzdłuż [FILSW]
■
K t nastawienia – wewn trz/plan [FIPEW]
■
K t ostrza – wewn trz/plan [FIPSW]
Obróbka zgrubna – cykle – obróbki
■
długość wystawania zewn trz [ULA]: długość, o któr przy
obróbce zewn trznej w kierunku wzdłużnym zostaje
dokonywana obróbka zgrubna poza punkt docelowy. Nie
zostaje dotrzymana, jeśli ograniczenie skrawania leży przed lub
w przedziale długości wystawania.
■
Długość wystawania wewn trz [ULI] (patrz także
”6.15.5 Kontury wewn trzne”)
■
Długość, o któr zostaje dokonywana obróbka zgrubna przy
obróbce wewn trznej w kierunku wzdłużnym poza punkt
docelowy. Nie zostaje dotrzymana, jeśli ograniczenie
skrawania leży przed lub w przedziale długości wystawania.
■
Zostaje wykorzystywane do obliczania gł bokości wiercneia
przy centrycznym wierceniu wst pnym.
■
Długość unoszenia zewn trz [RAHL]
■
Długość unoszenia wewn trz [RIHL]
Długość unoszenia dla wariantów wygładzania (H=1, 2) cykli
obróbki zgrubnje (G810, G820) przy obróbce zewn trznej (RAHL)
/ wewn trznej (RIHL).
■
Współczynnik redukowania gł bokości skrawania [SRF]
Przy operacjach obróbki zgrubnej z narz dziami, nie używanymi
w kierunku obróbki głównej, dosuw (gł bokość skrawania)
zostaje zredukowany. Obliczenie dosuwu (P) dla cykli obróbki
zgrubnej (G810, G820):
P = ZT * SRF (ZT: dosuw z bazy danych technologicznych)