12 interakcyjne gener owanie planu pracy (iag) – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 308
6 TURN PLUS
296
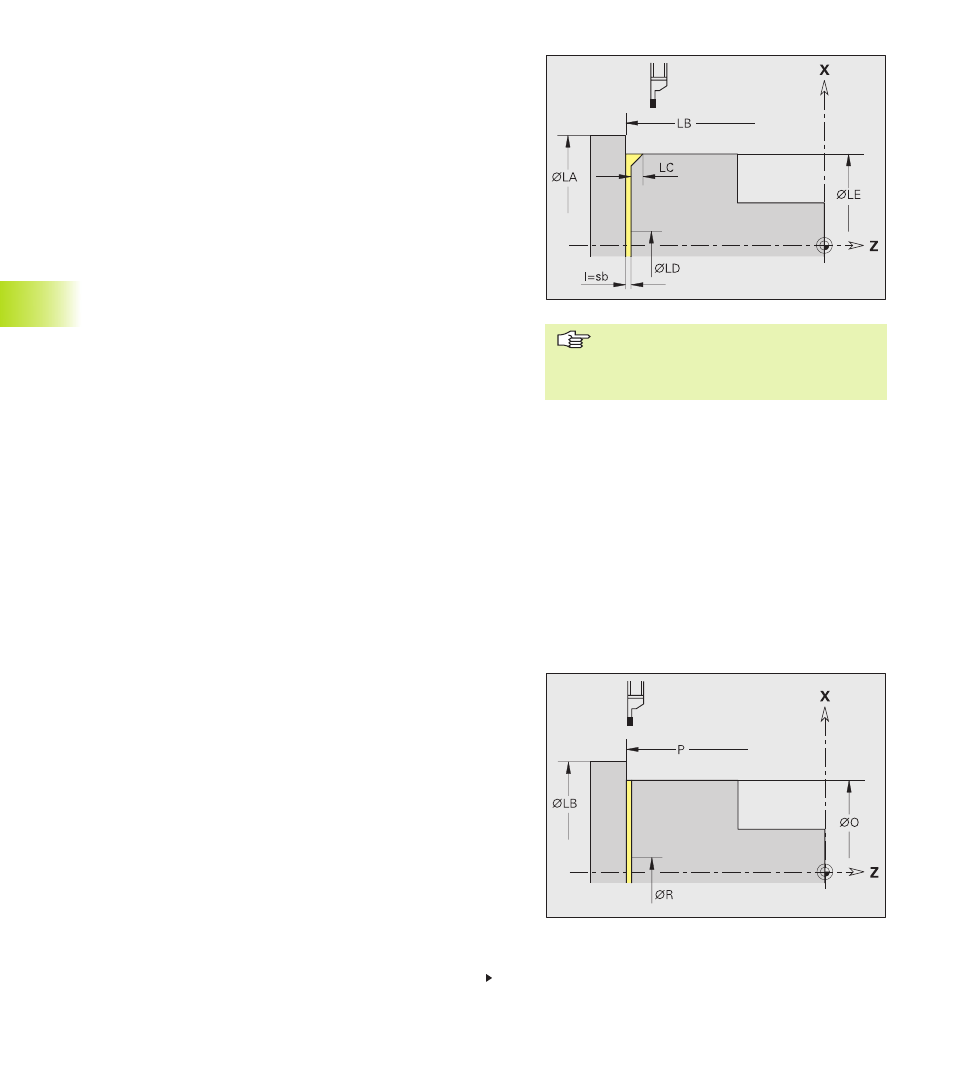
Okrawanie
Okrawanie zostaje przeprowadzone przy pomocy programu
fachowego, zapisanego w parametrze obróbkowym 21 – "UP
100098". Programy fachowe zostaj oddawane do dyspozycji
przez producenta maszyn. Dlatego też mog zaistnieć odchylenia
od opisanych poniżej parametrów. Prosz upewnić si na
podstawie programu fachowego, lub na podstawie podr cznika
obsługi maszyny, jakie znaczenie maj dane parametry i jak
przebiega program fachowy.
TURN PLUS ustala parametry o ile to możliwe i zapisuje je jako
wartości proponowane. Prosz sprawdzić i uzupełnić te wpisy.
Parametr
Srednica pr ta (LA):
Punkt startu w Z (LB): TURN PLUS przejmuje ustalone w selekcji
obszaru pozycje
Fazka/zaokr glenie (LC):
■
< 0: szerokość fazki
■
> 0: promień zaokr glenia
Zredukowanie posuwu od X (LD): dla "ostatniego odcinka"
("zredukowany posuw" zostaje określony w programie
fachowym)
Srednica cz ści gotowej (LE): dla ustalenia pozycji fazki/
zaokr glenia
Srednica wewn trzna (LF): program fachowy przemiszcza si
nieco poza t pozycj , aby zapewnić dokładne okrawanie
■
= 0: przy ”cz ści pełnej”
■
> 0: w przypadku rury
Odst p bezpieczeństwa (LH): do pozycji startu X
Szerokość noża (I): nie zostaje z reguły analizowana
Wyselekcjonowanie obszaru obróbki:
poziomy element, przy którym ma
nast pić obcinanie – i fazka/
zaokr glenie.
6.12 Interakcyjne gener
owanie planu pracy (IAG)
Ci g dalszy na nast pnej stronie
Parametry "obcinania"
Obcinanie i przekazanie narz dzia
TURN PLUS aktywuje program fachowy (z parametru obróbki 21)
dla obcinania i dla przekazania przedmiotu. Jaki program fachowy
zostaje używany, zależy od zapisu "1. ustalenie wrzeciono .. – 2.
ustalenie wrzeciono .." w nagłówku programu:
■
to samo wrzeciono (manualna zmiana zamocowania): zapis
"UP ABHAND"
■
różne wrzeciona (przekazanie przedmiotu na wrzeciono
przeciwległe): zapis "UP UMKOMPLA"
Programy fachowe zostaj oddawane do dyspozycji przez
producenta maszyn. Dlatego też mog zaistnieć odchylenia od
opisanych poniżej parametrów. Prosz upewnić si na podstawie
programu fachowego, lub na podstawie podr cznika obsługi
maszyny, jakie znaczenie maj dane parametry i jak przebiega
program fachowy.