6 polecenia obróbkowe, Łańcuchy wymiarów narz dzia g710 – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 133
HEIDENHAIN CNC PILOT 4290
121
Łańcuchy wymiarów narz dzia G710
Przy poleceniu T CNC PILOT zast puje dotychczasowe wymiary
narz dzia poprzez wymiary nowego narz dzia. Jeśli wł czymy
przy pomocy ”G710 Q1” ”poł czenie łańcuchowe”, to wymiary
nowego narz dzia zostaj dodawane do dotychczasowych
wymiarów.
Parametr
Q:
Ł czenie wymiarów narz dzi
■
Q=0: off
■
Q=1: on
Przykład "wymiary narz dzia wł czyć do
łańcucha"
obracaj ce si urz dzenie odprowadzaj ce
stałe narz dzia na suporcie narz dziowym 2
narz dzie do obróbki zgrubnej dla obróbki zwrotnej
Ustawić urz dzenie odprowadzaj ce
przej ć obrabiany przedmiot z wrzeciona głównego do
urz dzenia odprowadzaj cego (program fachowy)
Wymiary narz dzia ”wł czyć do łańcucha”
Wymiary urz dzenia odprowadzaj cego i stałego
narz dzia dodać do siebie
. . .
GŁOWICA REWOLWEROWA 1
. . .
T14 ID"CHWYTAK"
. . .
GŁOWICA REWOLWEROWA 2
T2001 ID"116 80 080.1"
. . .
OBROBKA
. . .
N100 T14
N101 L"EXGRIF" V1
N102 G710 Q1
N103 T2001
. . .
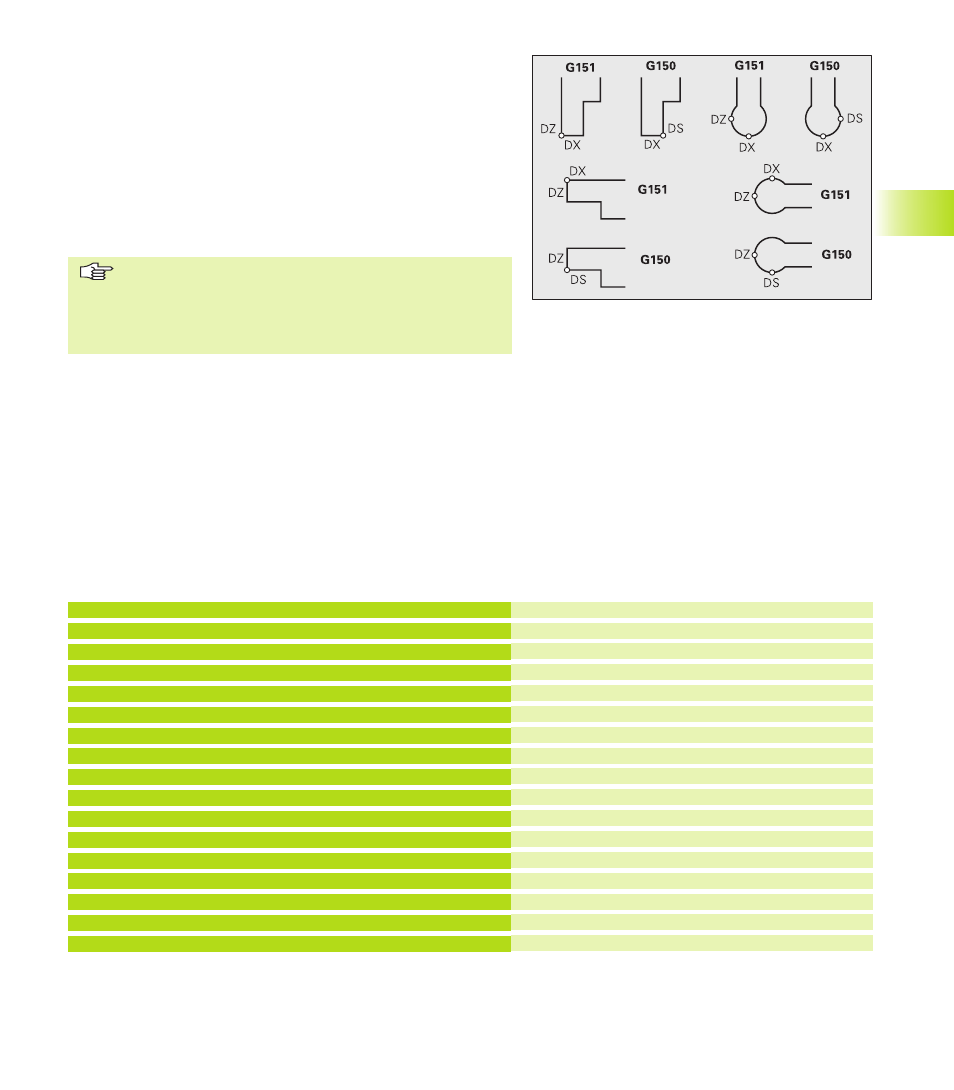
Obliczenie prawe ostrze narz dzia G150
Obliczenie lewe ostrze narz dzia G151
Określa w przypadku przecinaków i narz dzi grzybkowych punkt
odniesienia narz dzia (baz ).
■
G150: punkt bazowy prawe ostrze narz dzia
■
G151: punkt bazowy lewe ostrze narz dzia
G150/G151 obowi zuje od tego wiersza, w którym zostaje
zaprogramowane i działa do
■
nast pnej zmiany narz dzia
■
końca programu
■
Wyświetlone wartości rzeczywiste odnosz si
zawsze do zdefiniowanego w danych o narz dziach
ostrza narz dzia.
■
Przy zastosowaniu SRK należy po G150/G151
dopasować także G41/G42.
4.6 Polecenia obróbkowe
Przykład zastosowania
Dla pełnej obróbki, obrabiany od strony przedniej
przedmiot zostaje przej ty przez ”obracaj cy si
zespół wychwytuj cy”. Obróbka strony tylnej
odbywa si przy pomocy stałych narz dzi. W tym
celu wymiary urz dzenia odprowadzaj cego
zostaj dodawane do wymiarów stałego narz dzia.