5 polecenia geometrii – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 103
HEIDENHAIN CNC PILOT 4290
91
Uwaga niebezpieczeństwo kolizji!
Gwint zostaje wytwarzany przez długość
elementu bazowego. Bez podcinania
gwintu należy zaprogramować dalszy
element liniowy dla przepełnienia
gwintu.
■
Q=14: UNF US gwint drobny
■
Q=15: UNEF US gwint bardzo drobny
■
Q=16: NPT US stożkowy gwint rurowy
■
Q=17: NPTF US stożkowy gwint rurowy Dryseal
■
Q=18: NPSC US cylindryczny gwint rurowy ze
smarowaniem
■
Q=19: NPFS US cylindryczny gwint rurowy bez
smarowania
F:
Skok gwintu – przy Q=1, 3..7, 12 konieczny. W przypadku
innych rodzajów gwintów F zostaje ustalane na podstawie
średnicy, jeśli nie jest zaprogramowane (patrz "11.1.5 Skok
gwintu").
P:
Gł bokość gwintu – podawać tylko przy Q=12
K:
Długość wybiegu (w przypadku gwintów bez podci cia
gwintu) – default: 0
D:
Punkt referencyjny (położenie wybiegu gwintu) – default: 0
■
D=0: wybieg gwintu na końcu elementu odniesienia
■
D=1: wybieg gwintu na pocz tku elementu odniesienia
H:
Liczba zwojów gwintu – default: 1
A:
K t zarysu gwintu z lewej – podawać tylko przy Q=12
W:
K t zarysu z prawej – podawać tylko przy Q=12
R:
Szerokość gwintu – podawać tylko przy Q=12
E:
zmienny skok (zwi ksza/zmniejsza skok gwintu na jeden
obrót o E) – default: 0
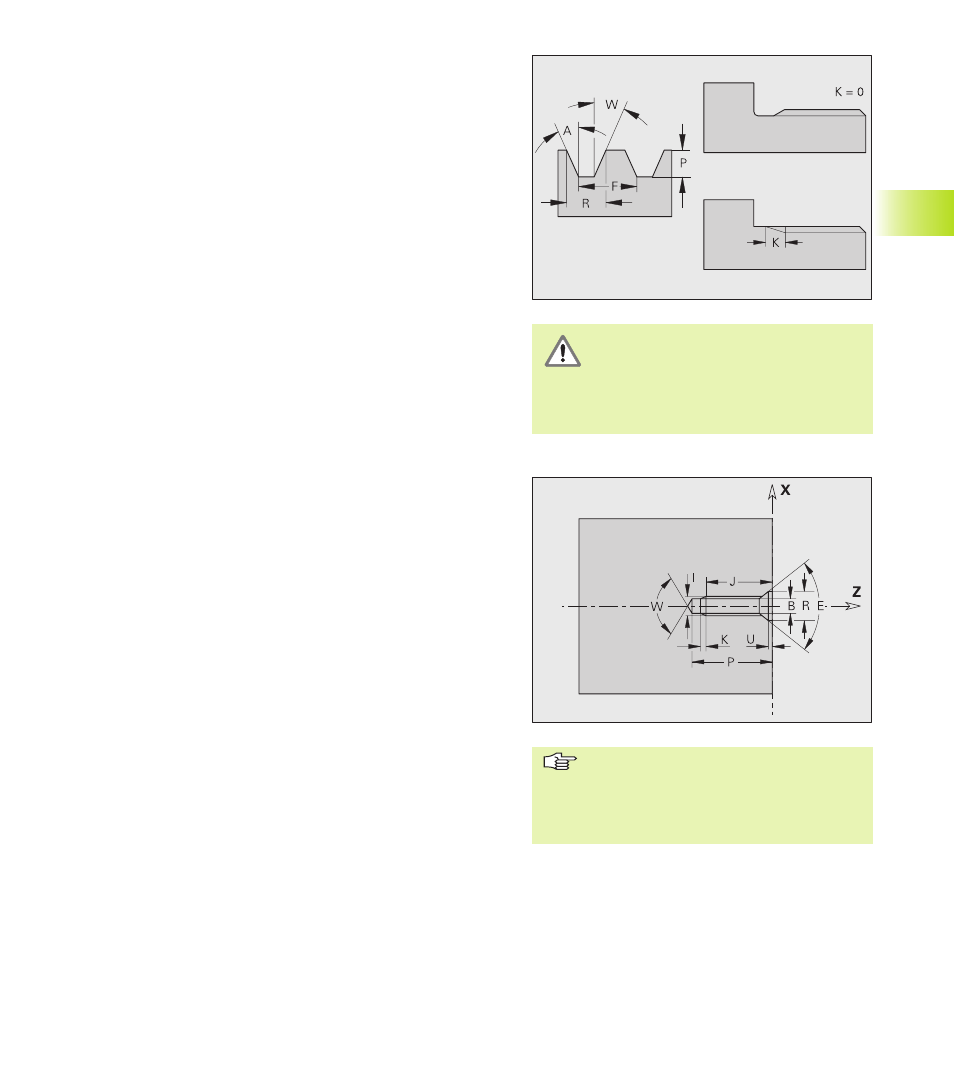
Odwiert (centrycznie) G49 Geo
Pojedyńczy odwiert z pogł bieniem i gwintem na środku toczenia
(strona czołowa lub tylna). G49 odwiert nie jest cz ści konturu,
lecz elementem formy.
Parametr
Z:
Pozycja pocz tku odwiertu (punkt referencyjny)
B:
Srednica odwiertu
P:
Gł bokość odwiertu (bez wierzchołka odwiertu)
W:
K t wierzchołkowy – default: 180°
R:
Srednica pogł bienia
U:
Gł bokość pogł bienia
E:
K t pogł bienia
I:
Srednica gwintu
J:
Gł bokość gwintu
K:
Naci cie gwintu (długość wybiegu)
F:
Skok gwintu
V:
Gwint lewo lub prawoskr tny – domyślnie: 0
■
V=0: gwint prawoskr tny
■
V=1: gwint lewoskr tny
A:
K t (położenie odwiertu) – default: 0
■
A=0: strona czołowa
■
A=180: strona tylna
O:
Srednica nakiełkowania
■
G49 w cz ści CZESC GOTOWA
zaprogramować (nie w CZOLO lub
STRONA TYLNA).
■
G49 odwiert obrabiać przy pomocy
G71...G74.
4.5 Polecenia geometrii