4 korekcje, 5 t ryb automatyczny – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 56
3 Obsługa r czna i tryb automatyczny
44
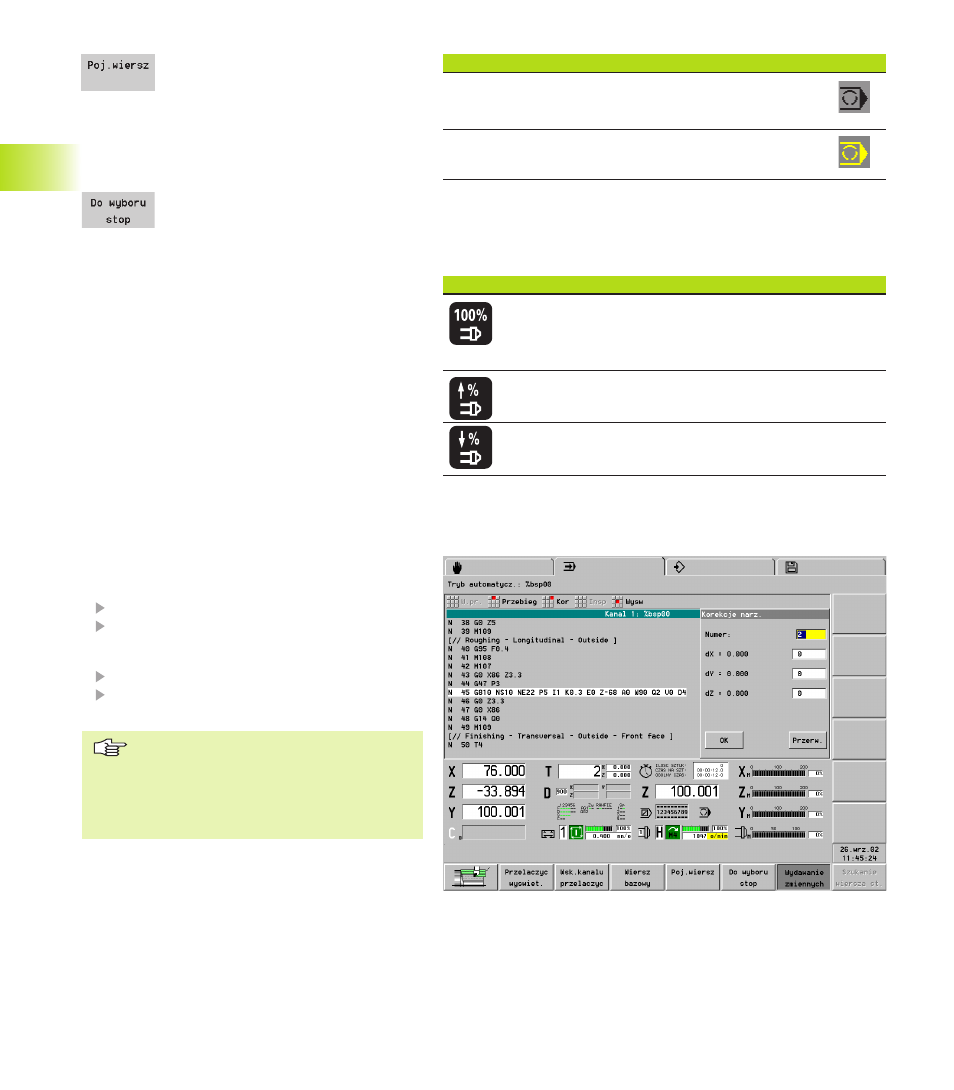
3.5.4 Korekcje
■
Korekcje narz dzia
"Kor – Narz korekcje” wybrać
CNC PILOT zapisuje numer T i obowi zuj ce
wartości korekcji aktywnego narz dzia. Operator
może wprowadzać inne numery T.
Zapisać wartości korekcji
CNC PILOT dodaje wprowadzone wartości
korekcji do dotychczasowych wartości.
Korekcje narz dzia:
■
działaj od nast pnego polecenia
przemieszczenia
■
zostaj przej te do bazy danych
■
mog zostać zmienione o
maksymalnie 1mm
3.5 T
ryb automatyczny
Tryb odpracowywania programu
pojedyńczymi wierszami
Zostaje wykonane jedno polecenie
NC, nast pnie CNC PILOT
przechodzi do stanu posuw stop.
Przy naciśni ciu ”cykl start” zostaje
wykonane nast pne polecenie, itd.
Do wyboru stop
CNC PILOT zatrzymuje si przy
poleceniu M01 i przechodzi do stanu
cykl stop. Cykl start kontynuje
wykonanie programu.
Nakładanie posuwu F% (0% .. 150%)
Zmiana zaprogramowanego posuwu nast puje
przy pomocy gałki obrotowej (pulpit obsługi
maszyny). Wyświetlacz maszynowy ukazuje
aktualn zmian posuwu.
Zmiana pr dkości obrotowej S% (50% .. 150%)
Zmiana pr dkości obrotowej lub przestawienie na
zaprogramowan pr dkość obrotow nast puje
przy pomocy klawiszy na pulpicie obsługi maszyny.
Wyświetlacz maszynowy ukazuje aktualn zmian
pr dkości obrotowej.
Status do wyboru stop
do wyboru stop wył czyć (off)
do wyboru stop wł czyć (on)
Klawisze dla regulowania pr dkości obrotowej
Pr dkość obrotowa na 100% (zaprogramowana
wartość)
Pr dkość obrotow o 5% zwi kszyć
Pr dkość obrotow o 5% zmniejszyć