9 cykle wier cenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 158
4 DIN PLUS
146
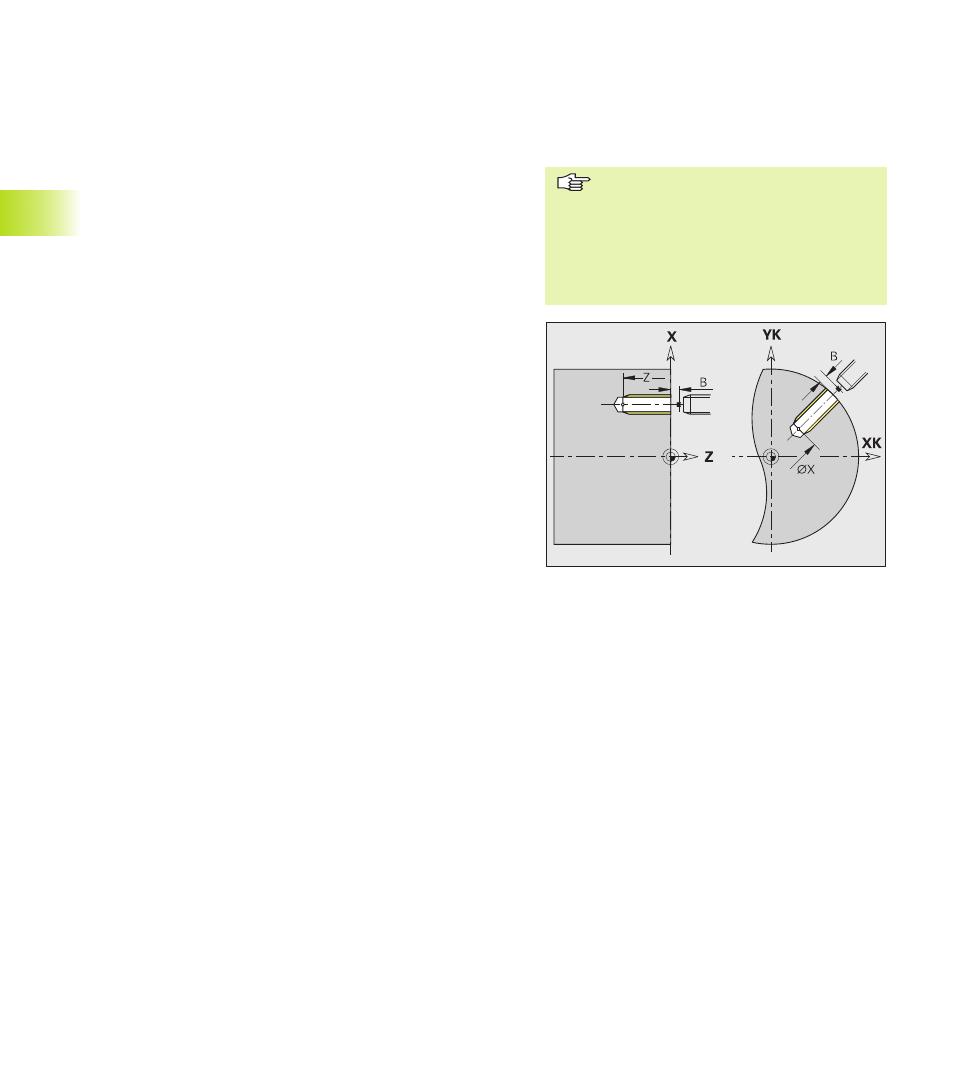
Gwintowanie G36
G36 nacina osiowe/radialne gwinty stałymi i nap dzanymi
narz dziami. G36 decyduje na podstawie ”X/Z”, czy ma zostać
wytworzone radialne czy osiowe wiercenie.
Prosz najechać przed G36 punkt startu. G36 powraca po
gwintowaniu do punktu startu.
Parametr
X:
Srednica – punkt końcowy osiowych odwiertów
Z:
Długość – punkt końcow radialnych odwiertów
F:
posuw na jeden obrót – skok gwintu
Q:
Numer wrzeciona – default: 0 (wrzeciono główne)
B:
długość rozbiegu dla synchronizacji wrzeciona i nap du
posuwu (patrz G33 )
H:
Kierunek bazowy dla skoku gwintu – default: 0
■
H=0: posuw na osi Z
■
H=1: posuw na osi X
■
H=2: posuw na osi Y
■
H=3: posuw na torze kształtowym
S:
Pr dkość obrotowa powrotu (wyższa pr dkość obrotowa dla
ruchu powrotnego) – default: ta sama pr dkość obrotowa jak
przy gwintowaniu
Możliwości obróbki:
■
stały gwintownik: wrzeciono główne i nap d
posuwu zostaj synchronizowane
■
nap dzany gwintownik: nap dzane narz dzie
(wrzeciono pomocnicze) i nap d posuwu zostaj
synchronizowane.
■
"Cykl stop" działa na końcu nacinania
gwintu.
■
Funkcja override posuwu nie działa.
■
Prosz nie używać override wrzeciona !
■
Przy niewyregulowanym nap dzie
narz dzia (bez ROD przetwornika)
konieczny jest uchwyt wyrównawczy.
4.9 Cykle wier
cenia