12 funkcje specjalne – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 175
HEIDENHAIN CNC PILOT 4290
163
4.12 Funkcje specjalne
Kontrola przecinania za pomoc nadzoru
wrzeciona G991
Kontrola przecinania służy unikaniu kolizji przy nie do końca
wykonanych operacjach przecinania. G991 kontroluje operacj
przecinania poprzez sprawdzenie różnicy pr dkości obrotowych
obydwu wrzecion.
Najpierw zwi zane s obydwa wrzeciona ze sob poprzez
przedmiot ”siłowo”. Dopiero wtedy kiedy obrabiany przedmiot
zostanie przeci ty, wrzeciona obracaj si niezależnie od siebie.
Odchylenia od pr kości obrotowej i czas nadzoru zostaj
określone w parametrach maszynowych 808, 858, ... , mog
zostać jednakże zmienione przy pomocy G992.
CNC PILOT zapisuje wynik kontroli przecinania do zmiennej V300.
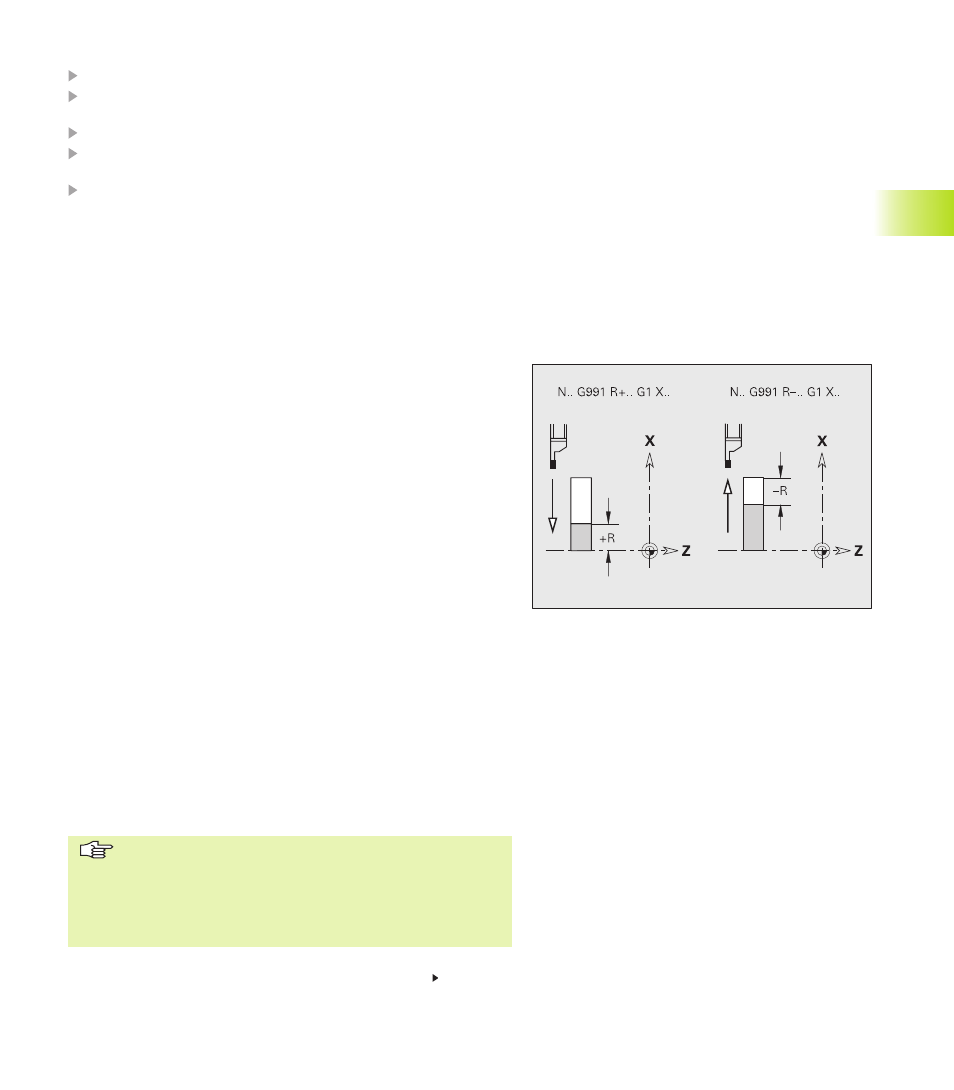
W ”odcinku powrotu R” definiujemy kontrolowany odcinek i
określamy, czy droga przecinania (na krótko przed rozdzieleniem)
lub też odcinek powrotu ma zostać nadzorowany (patrz rysunek).
Parametr
R:
Odcinek powrotu (wartość promienia)
■
brak wprowadzenia: różnica pr dkości obrotowych
obracaj cych si synchronicznie wrzecion zostaje
(jednokrotnie) sprawdzona
■
R>0: nadzór ”pozostałego odcinka przecinania”
■
R<0: nadzór ”odcinka powrotu” nadzór rozpoczyna si
przy starcie ”odcinka powrotu” i kończy si przy ”odcinek
powrotu " R”
Programowanie kontroli przecinania:
Przeci cie przedmiotu
przy pomocy G917 wł czyć "nadzorowanie odcinka
przemieszczenia"
przy pomocy G1 przemieścić przeci ty przedmiot
CNC PILOT sprawdza ”bł d opóźnienia” i zapisuje wynik do
zmiennej V300
Analiza zmiennej V300
Wartości uzyskane na podstawie doświadczenia
G917 dostarcza przy spełnieniu nast puj cych warunków
zadowalaj ce rezultaty:
■
przy nierównościach szcz k mocuj cych do 3000 obrotów na
minut
■
przy gładkich szcz kach mocuj cych do 2000 obrotów na
minut
■
nacisk zamocowania > 10 bar
Wskazówki dotycz ce programowania:
■
programować G917 i G1 w jednym wierszu
■
G1 .. programować w nast puj cy sposób:
■
przy ”kontroli przecinania”: odcinek >0,5 mm
(aby umożliwić uzyskanie wyniku kontrolnego)
■
przy sprawdzaniu ”bezwyst powego
przecinania”: odcinek < szerokość przecinaka
■
wynik do zmiennej V300
■
0: przedmiot został niepoprawnie / nie
bezwyst powo przeci ty (rozpoznany bł d
opóźnienia)
■
1: przedmiot został poprawnie/bezwyst powo
przeci ty (nie rozpoznano bł du opóźnienia)
■
G917 wytwarza ”stop interpretatora”
■
Kontrola przecinania przy pomocy G917 jest do
wykonania najpierw z G991.
■
W przypadku p kni cia narz dzia mog powstać
różnice pr dkości obrotowych i zmieniać niekorzystnie
wynik kontroli przecinania. Dlatego też zalecane jest
dodatkowe nadzorowanie odcinka powrotu.
Ci g dalszy na nast pnej stronie
Wskazówki dotycz ce programowania:
■
zaprogramować stał pr dkość skrawania G96
■
G991 i G1 (odcinek przecinania lub odcinek
powrotny) zaprogramować w jednym wierszu
■
wynik w V300:
■
0: nie przeci ty
■
1: przeci ty
■
G991 wytwarza ”stop interpretatora”