12 interakcyjne gener owanie planu pracy (iag) – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 310
6 TURN PLUS
298
Parametry przekazu w programach fachowych z
inn nazw
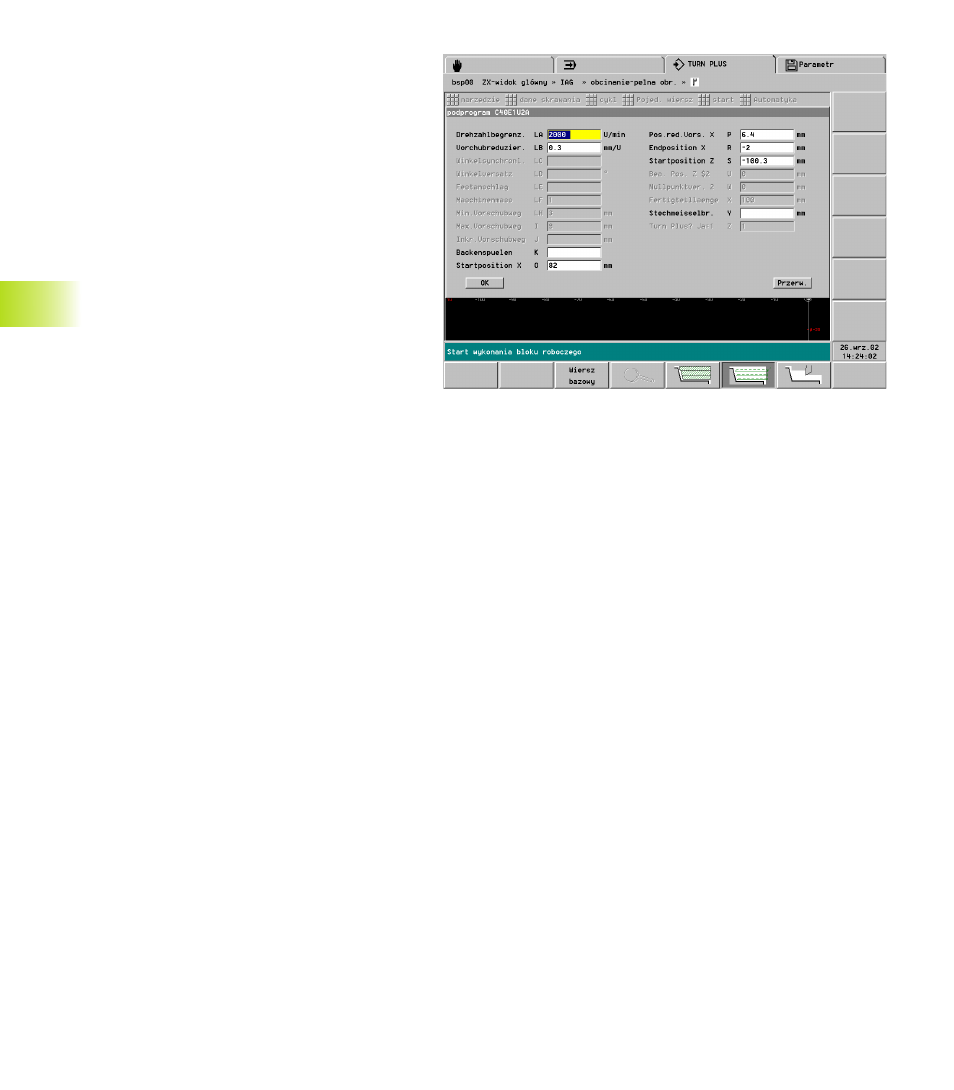
"Obcinanie" (patrz szkic)
Ograniczenie pr dkości obrotowej (LA): dla
operacji obcinania
Redukowanie posuwu (LB): wartość posuwu dla
"ostatniej cz ści" operacji obcinania
płukanie szcz k (K): patrz instrukcja obsługi
maszyny
Pozycja startu X (O): dla operacji obcinania –
wartość proponowana: z opisu przedmiotu
Pozycja zredukowanego posuwu X (P): od tej
pozycji przejazd ze zredukowanym
posuwem
Pozycja końcowa X (R): pozycja końcowa przy
obcinaniu
Pozycja startu Z (S): dla operacji obcinania –
wartość proponowana: z opisu przedmiotu
Szerokość noża tokarskiego (Y): szerokość ostrza
obcinaka
"Przekazanie przedmiotu" (patrz także "6.11
Zbrojenie – zmiana zamcowania")
Bieg synchroniczny k towy (LC):
■
0: bieg synchroniczny k towy
■
1: bieg synchroniczny obrotów
Przesuni cie k ta (LD): przy biegu synchronicznym
k towym
Zderzenie (LE):
■
0: z przejazdem na zderzenie
■
1: bez przejazdu na zderzenie
Wymiar maszyny (LF): pozycja odbioru w
wymiarach maszynowych n (n: 1..6)
minimalny odcinek posuwu (LH): dla "przejazdu na
zderzenie" (patrz instrukcja obsługi
maszyny)
maksymalny odcinek posuwu (I): dla "przejazdu na
zderzenie" (patrz instrukcja obsługi
maszyny)
Inkr. odcinek posuwu (J): dla "przejazdu na
zderzenie" (patrz instrukcja obsługi
maszyny)
6.12 Interakcyjne gener
owanie planu pracy (IAG)
Pozycja obróbki Z $2 (U): pozycja robocza wrzeciono przeciwległe
– wartość proponowana offset punktu zerowego np. z
parametru maszynowego 1164 dla osi Z $1 (patrz szkic)
Przesuni cie punktu zerowego (W): przesuni cie punktu zerowego
NC (obliczenie: odst p punktu referencyjnego uchwytu do
kraw dzi zderzenia szcz ki + długość cz ści gotowej)
Długość cz ści gotowej (LF): z opisu obrabianego przedmiotu
Z TURN PLUS (Z):
■
1: przygotować prac na wrzecionie przeciwległym
(wł czenie konwersowania, przesuni cie punktu
zerowego, etc.)