1 tryb pracy parametry, 1 grupy parametrów, 1 t ryb pracy parametry – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 350
7 Parametry
338
7.1 T
ryb pracy parametry
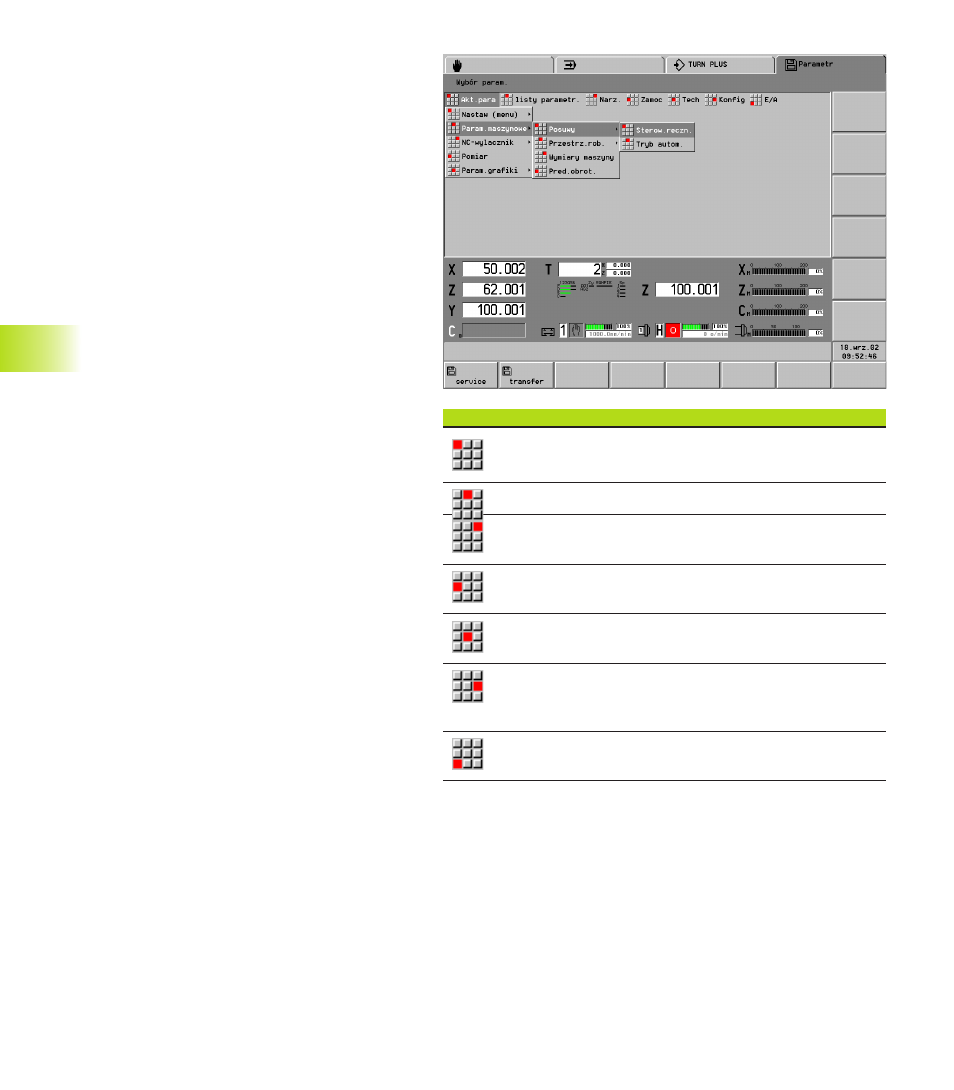
Menu główne tryb pracy Parametry
Aktualne parametry – cz sto używane parametry –
wybieralne przez menu
Listy parametrów grup PLC, nastawienia i obróbki
Parametrynarz dzia
opis narz dzi – patrz "8.1 Baza danych narz dzi"
Parametry mocowadeł
opis mocowadeł – patrz "8.2 Baza danych mocowadeł"
Parametry technologiczne – patrz "8.3 Baza danych
technologicznych (wartości skrawania)"
Konfiguracja – listy parametrów wszystkich grup
(wybieralna tylko z upoważnieniem "menedżera
systemu")
Wprowadzanie/wydawaniei zabezpieczanie danych
parametrów
7.1 Tryb pracy parametry
7.1.1 Grupy parametrów
Parametry CNC PILOT s podzielone na grupy:
■
Parametry maszynowe
Dla dopasowania sterowania do tokarki
(parametry agregatów, zespołów,
przyporz dkowanie osi, suportów, wrzecion,
itd.).
■
Parametry sterowania
Dla konfigurowania sterowania (wyświetlacz
maszynowy, interfejsy, używany system miar,
itd.).
■
Parametry nastawienia
Specjalne nastawienia dla produkcji
określonyych przedmiotów (punkt zerowy
przedmiotu, punkt zmiany narz dzia, wartości
korekcji, itd.).
■
PLC parametry
Parametry tej grupy zostaj określane przez
producenta maszyn (patrz podr cznik obsługi
maszyny).
■
Parametry obróbki
Parametry strategiczne dla cykli obróbki i dla
TURN PLUS.
W tym trybie pracy zarz dza si dodatkowo
parametrami środków produkcji i parametrami
technologicznymi (patrz rozdział "8 Srodki
produkcji):
■
Parametry narz dzi
■
Parametry mocowadeł
■
Parametry technologiczne (wartości
skrawania)
Niniejszy podr cznik opisuje parametry, które
mog być zmieniane przez operatora maszyny
(klasa obsługi ”menedżer systemu”). Pozostałe
parametry zostaj objaśnione w podr czniku
technicznym.
Wymiana danych i zabezpieczanie danych
CNC PILOT wspomaga wymian danych
parametrów jak i przynależych list stałych słów.
Przy zabezpieczaniu danych zostaj
uwzgl dnione wszystkie parametry.
Wymiana danych i zabezpieczanie danych
nast puj w trybie pracy Transfer – patrz
"10.4 Parametry i środki produkcji".