11 cykle frezowania, 11 cykle fr ezowania – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 164
4 DIN PLUS
152
4.11 Cykle frezowania
Frezowanie konturu G840
G840 frezuje, obrabia na gotowo, graweruje lub okrawa figury lub
”wolne kontury” (otwarte lub zamkni te kontury) fragmentów
programu:
■
CZOŁO
■
STRONA TYLNA
■
OSŁONA
NS/NE wyznacza fragment konturu i kierunek konturu. W
przypadku zamkni tych konturów NE nie zostaje zaprogramwane.
W przypadku pojedyńczego elementu konturu osi gamy poprzez
programowanie NS i NE odwrócenie kierunku konturu.
Kierunek frezowania i kompensacja promienia freza (FRK)s
zależne od ”typu cyklu Q”, kierunku frezowania H” i kierunku
obrotu freza (patrz tabela).
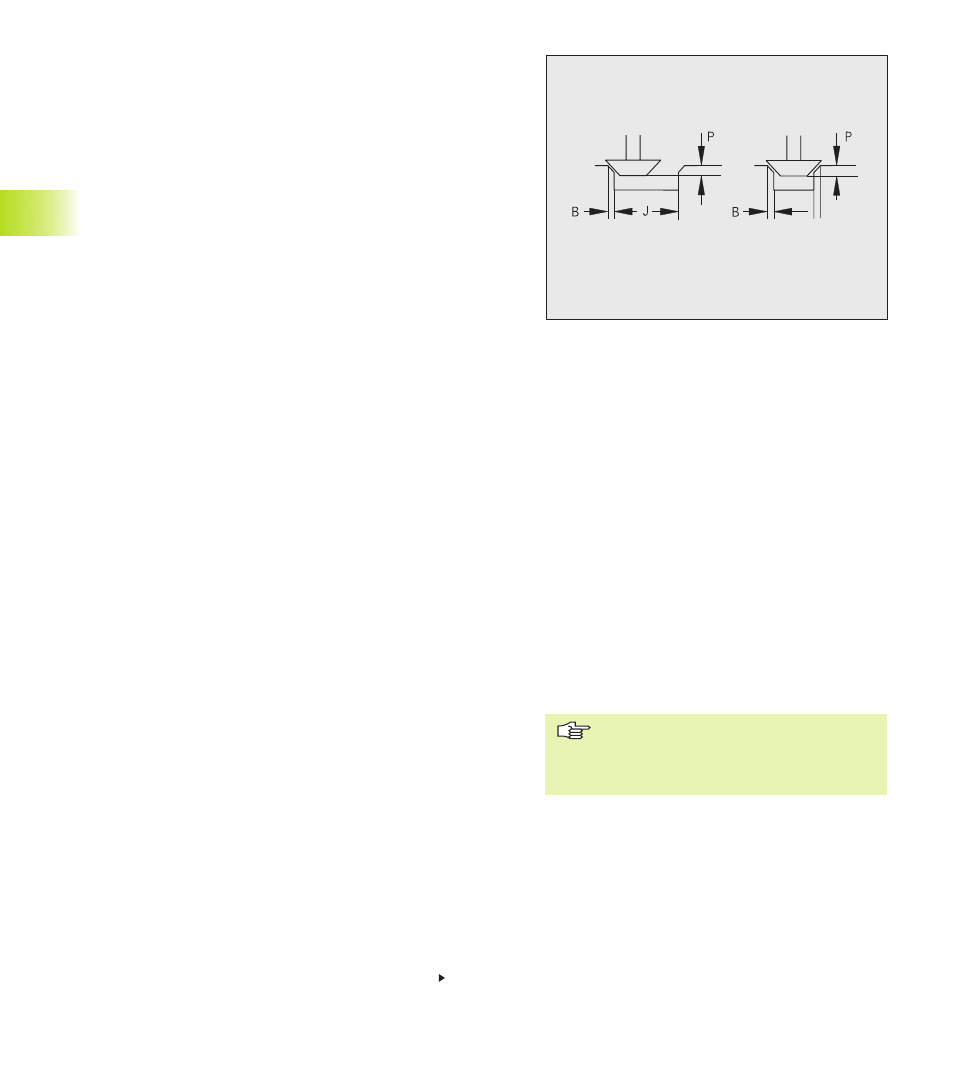
Okrawanie
G840 okrawa, jeśli ”szerokość fazki B” jest zaprogramowana.
"Gł bokość frezowania P" określa wówczas gł bokość
zagł biania narz dzia – "dosuw I" jest pomijany.
"Srednica przed obróbk J" (patrz rysunek):
■
otwarty kontur – J zaprogramowane: kontur zostaje okrawany
”dookoła”. Warunek: narz dzie do okrawania ma mniejsz
średnic niż narz dzie frezarskie.
■
Otwarty kontur – ta sama średnica narz dzia okrawaj cego i
frezarskiego: J jest pomijane.
■
Zamkni ty kontur: zaprogramowana przy pomocy ”typ cyklu Q”
strona zostaje okrawana; J jest pomijane.
Dalsze parametry zostaj z reguły tak zaprogramowane jak przy
frezowaniu konturu.
Najazd i odjazd (dosuwanie i odsuwanie narz dzia)
W przypadku zamkni tych konturów punkt pionowy od pozycji
narz dzia na pierwszy element konturu jest pozycj dosuwu i
odsuwu. Jeśli nie można ustalić pionu, to punkt startu pierwszego
elementu jest pozycj dosuwu i odsuwu.
W przypadku figur można przy pomocy ”pocz tek/koniec element
numer D/V” wybrać element dosuwu/odsuwu lub obrabiać cz ści
figury.
Naddatek
G58 naddatek ”przesuwa” frezowany kontur w kierunku, zadanym
przez operatora poprzez ”typ cyklu”. ”Frezowanie wewn trzne”
(zamkni ty kontur) przesuwa kontur do wewn trz ”frezowanie
zewn trzne” na zewn trz. W przypadku otwartych konturów,
zostaje w zależności od typu cyklu kontur przesuni ty w lewo lub w
prawo.
Ci g dalszy na nast pnej stronie
4.11 Cykle fr
ezowania
■
Przy "typ cyklu Q=0" naddatki nie
zostaj uwzgl dniane.
■
G57 i ujemne G58 naddatki nie
zostaj uwzgl dniane.
Wykonanie cyklu
1 Pozycja startu (X, Z, C) jest to pozycja przed
cyklem
2 oblicza dosuwy na gł bokość frezowania
3 przemieszcza na odst p bezpieczeństwa i
dosuwa na pierwsz gł bokość frezowania
4 frezuje kontur
5
■
w przypadku otwartych konturów i rowków o
szerokości = średnica freza: dosuwa na
nast pn gł bokość frezowania i frezuje kontur
w przeciwnym kierunku
■
w przypadku zamkni tych konturów i rowków:
wznosi si o odst p bezpieczeństwa, najeżdża
na pozycj i dosuwa na nast pn gł bokość
frezowania
6 powtarza 4...5, aż kompletny kontur zostaje
wyfrezowany
7 przemieszcza si z powrotem odpowiednio do
”płaszczyzny powrotu K”