4 analiza obróbki referencyjnej, 5 praca z nadzorem obci żenia, 7 nadzór obciżenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 69
HEIDENHAIN CNC PILOT 4290
57
3.7 Nadzór obciżenia
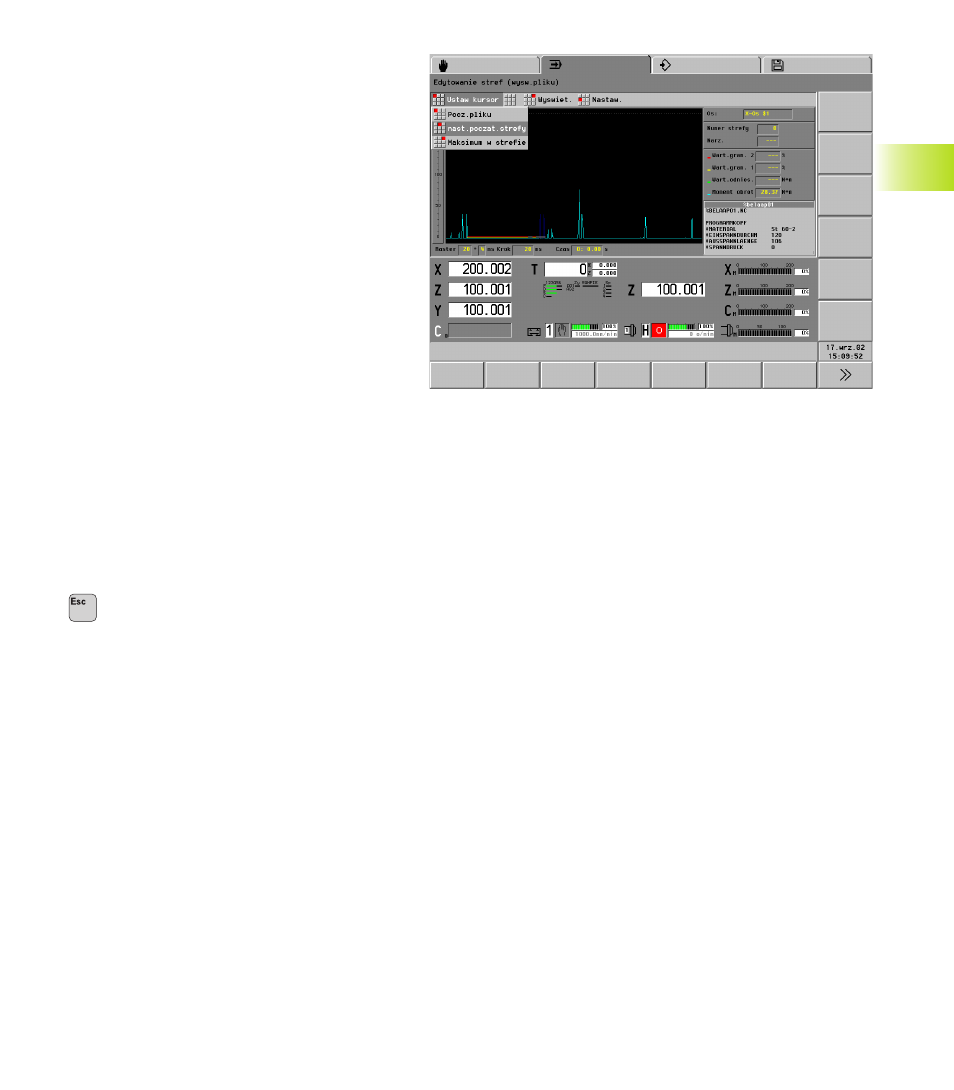
3.7.4 Analiza obróbki referencyjnej
Moment obrotowy i wartości graniczne wybranego
agregatu zostaj wyświetlane ”w przedziale
czasowym”. Wartości graniczne ”na szaro”: nie
nadzorowany obszar (zamaskowane odcinki biegu
szybkiego).
CNC PILOT ukazuje dodatkowo wartości pozycji
kursora.
Wybór: powierzchnia sterowania "plik" (okno
dialogowe "Ukazanie i nastawienie parametrów
obci żenia)
Podmenu "Analyzer (wyświetlanie pliku)":
■
Grupa menu ”Ustaw kursor" – prosz
pozycjonować kursor przy pomocy ”strzałka w
lewo/w prawo” lub na:
■
pocz tek pliku
■
nast pny pocz tek strefy
■
maksimum w strefie
■
Punkt menu "Wskazanie”: Prosz wybrać w
oknie dialogowym ”Wskazanie pliku” ż dany
agregat.
■
Punkt menu ”Nastawienia – zoom": prosz
nastawić raster wyświetlania. (Niewielkie
wartości zwi kszaj dokładność wskazania i
zmniejszaj szerokość kroku kursora.)
Wiersz poniżej grafiki ukazuje nastawiony raster,
raster czasowy rejestrowania wartości pomiaru i
położenie kursora (wzgl dnie do startu obróbki
referencyjnej. Czas "0:00.00 sek" = start obróbki
referencyjnej.
Powrót do ”Edycji parametrów nadzoru”
3.7.5 Praca z nadzorem obci żenia
Można korzystać z nadzoru obci żenia, jeśli
obróbka z zużytym narz dziem wymaga wi kszego
momentu obrotowego niż obróbka z niezużytym
narz dziem. Z czego wynika, iż nap dy powinny
być nadzorowane, szczególnie jeśli poddawane s
znacznym obci żeniom z reguły wrzeciono
główne.
Skrawanie z małymi gł bokościami wejścia w
materiał można nadzorować tylko w nieznacznym
stopniu ze wzgl du na niewielkie zmiany momentu
obrotowego.
Nie stwierdza si zmniejszenia momentu
obrotowego.
Określanie stref nadzoru: wartości bazowe momentu obrotowego
orientuj si na najwi ksze momenty obrotowe strefy nadzoru. Z
czego wynika, iż niewielkie wartości momentu obrotowego tylko w
nieznacznym stopniu mog być nadzorowane.
Toczenie planowe ze stał pr dkości skrawania: nadzór
wrzeciona nast puje tak długo jak spełniona jest zasada
przyśpieszenie
15% wartości średniej z maks. przyśpieszenia i
maks. opóźnienia hamowania (parametr maszynowy 811, ...)..
Ponieważ przyśpieszenie zwi ksza si ze wzgl du na wi ksz
pr dkość obrotow , nadzorowana zostaje z reguły faza po
naci ciu.
Wartości wynikaj ce z doświadczenia (przy obróbce stali)
■
przy toczeniu wzdłużnym gł bokość skrawania powinna być
> 1mm
■
przy nacinaniu gł bokość skrawania powinna być > 1mm
■
przy wierceniu ”w pełny materiał” średnica wiercenia powinna
wynosić 6..10 mm