2 nagłówek programu, 2 zarzdzanie pr ogramem – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 230
6 TURN PLUS
218
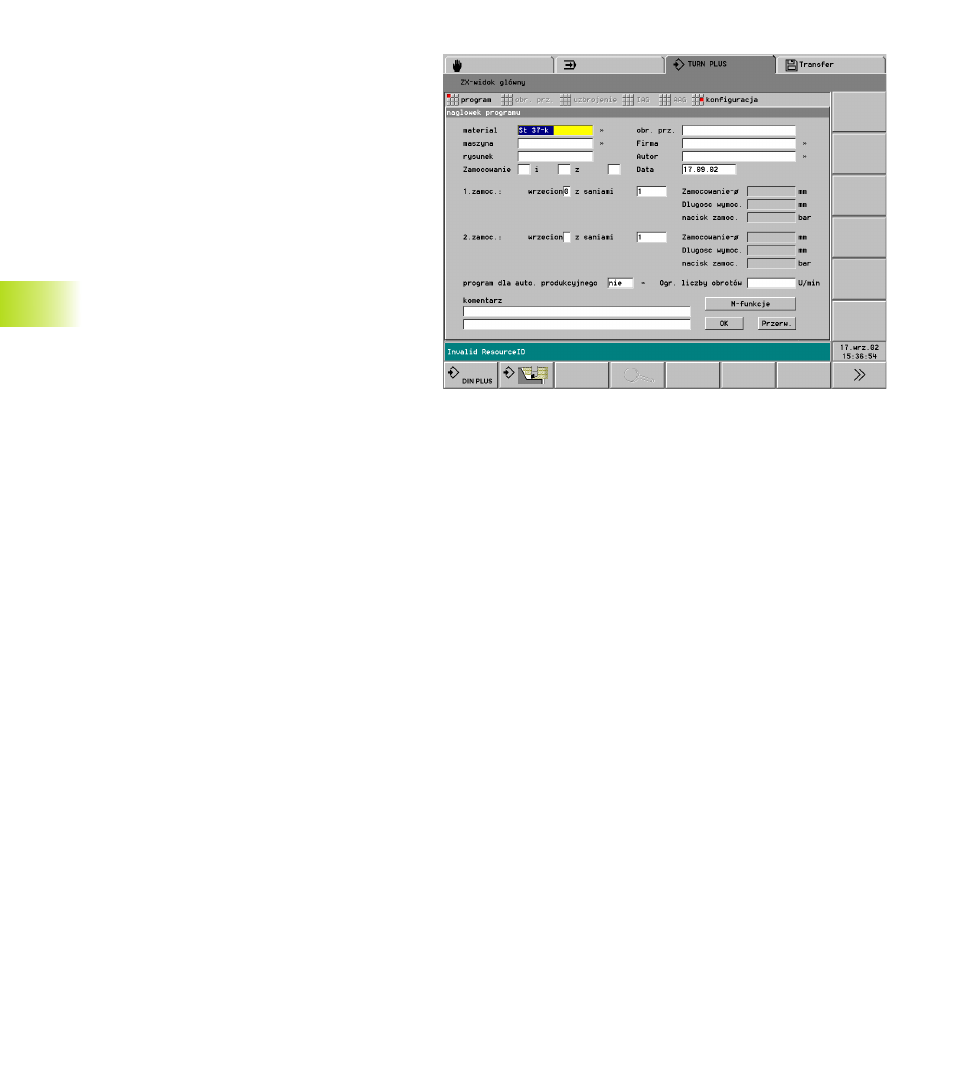
6.2.2 Nagłówek programu
NAGŁOWEK PROGRAMU zawiera:
■
materiał – dla ustalenia wartości skrawania
■
przyporz dkowanie wrzeciona – suport 1.
zamocowanie
■
przyporz dkowanie wrzeciona – suport 2.
zamocowanie
Prosz podać przy pełnej obróbce wrzeciono/
suport, z którymi zostaje obrabiane ustalenie.
■
ograniczenie pr dkości obrotowej:
■
brak wpisu: SMAX jest ograniczeniem
pr dkości obrotowej
■
wpis < SMAX: wpis jest ograniczeniem
pr dkości obrotowej
■
Eingabe > SMAX: SMAX jest ograniczeniem
pr dkości obrotowej
SMAX: patrz parametr obróbkowy 2 (globalne
parametry technologiczne – ograniczenie
pr dkości skrawania).
■
pole sterowania "funkcje M": można
zdefiniować do pi ciu funkcji M, uwzgl dnianych
przez TURN PLUS przy generowaniu programu
NC.
■
na "pocz tku obróbki"
■
po zmianie narz dzia (polecenie T)
■
na końcu obróbki
Pola
■
Srednica zamocowania
■
długość wymocowania
■
nacisk zamocowania
TURN PLUS ustala w funkcji "zbrojenie" i zapisuje
je automatycznie (patrz "6.11.1 Zamocowanie
obrabianego przedmiotu").
Inne pola zawieraj informacje organizacyjne i
informacje dotycz ce nastawienia, nie
wpływaj ce na wykonanie programu.
Informacje nagłówka programu zostaj
odznaczone w programie DIN przy pomocy "#".
6.2 Zarzdzanie pr
ogramem