11 zbr ojenie – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 294
6 TURN PLUS
282
TURN PLUS zapisuje ustalone parametry jako
wartości proponowane. Prosz sprawdzić i
uzupełnić te wpisy.
Znaczenie parametrów przekazu
zależne jest od nazwy programu
fachowego.
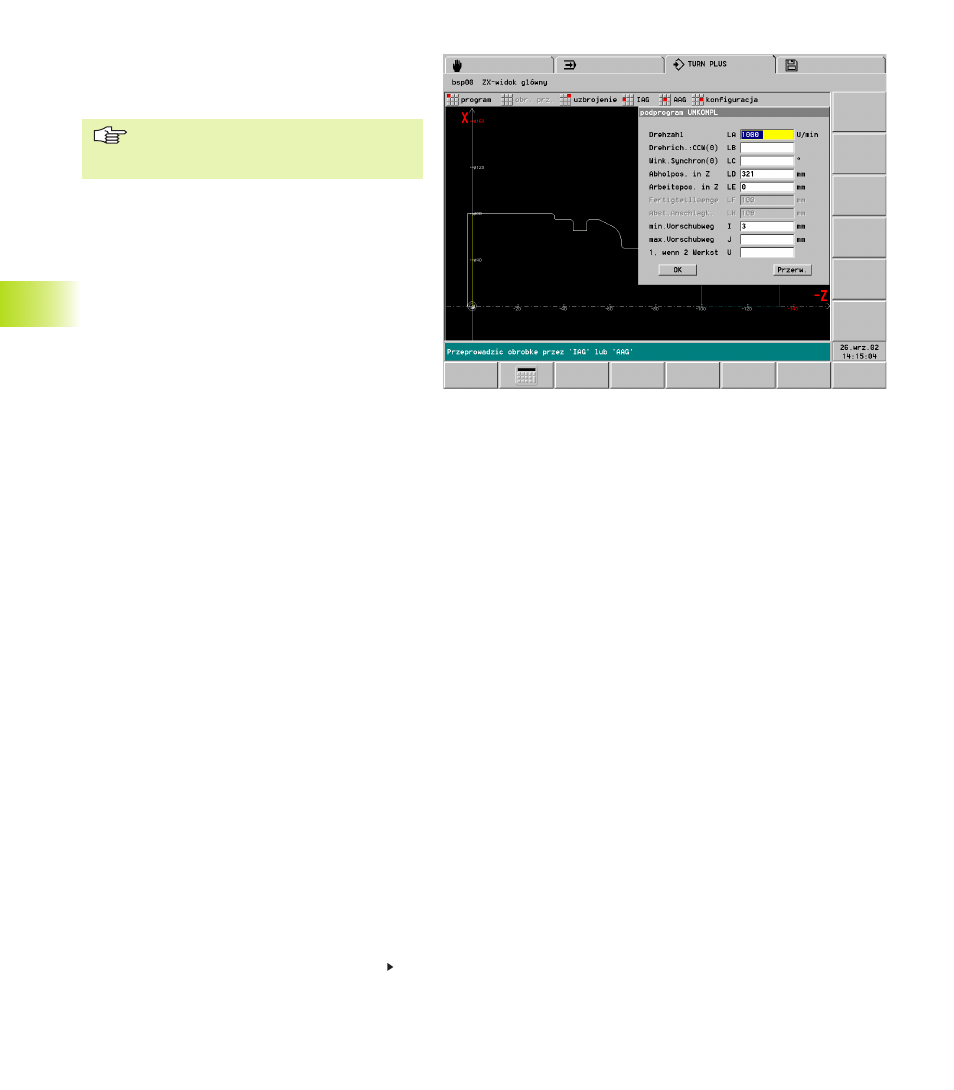
Parametry przekazu w programie fachowym
"UMKOMPL"
Pr dkość obrotowa przy przekazie cz ści (LA)
Kierunek obrotu wrzeciona (LB):
■
0: CCW
■
1: CW
Bieg pr dkości obrotowej lub bieg k towy
synchroniczny (LC):
■
0: bieg k towy synchroniczny bez
przesuni cia k ta
■
>0: bieg k towy synchroniczny z
zadanym przesuni ciem k ta
■
<0: bieg synchroniczny pr dkości
obrotowej
Pozycja odbioru w Z (LD):
■
0: pozycja odbioru w wymiarach
maszynowych 1
■
1..6: pozycja odbioru w wymiarach
maszynowych 1..6
■
¦ 0..6: pozycja odbioru – obliczanie
wartości proponowanej: patrz szkic
Pozycja robocza w Z (LE):
wartość proponowana: margines punktu
zerowego np. z parametru maszynowego
1164 dla osi Z $1 (patrz szkic)
Długość cz ści gotowej (LF): z opisu obrabianego
przedmiotu
Odległość kraw dzi zderzenia (LH): odst p punktu
referencyjnego uchwytu – kraw dzi
zderzenia szcz k, ustalony z drugiego
ustalenia
minimalna droga posuwu (I):
■
bez przejazdu na zderzenie: odst p
bezpieczeństwa do odbieranego
przedmiotu – wartość proponowana: z
"odst pu bezpieczeństwa od półwyrobu
(parametr obróbkowy 2)
■
z przejazdem na zderzenie: patrz
instrukcja obsługi maszyny
maksymalny odcinek posuwu (J):
■
brak wpisu : bez przejazdu na zderzenie
■
z wpisem: z przejazdem na zderzenie –
znaczenie parametrów I i J: patrz
podr cznik obsługi maszyny
1, jeśli 2 przedm. (U): jest bez znaczenia
6.11 Zbr
ojenie
Ci g dalszy na nast pnej stronie