3 obróbka powierzchni bocznej, 10 obróbka w osi c – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 162
4 DIN PLUS
150
Łuk kołowy G103
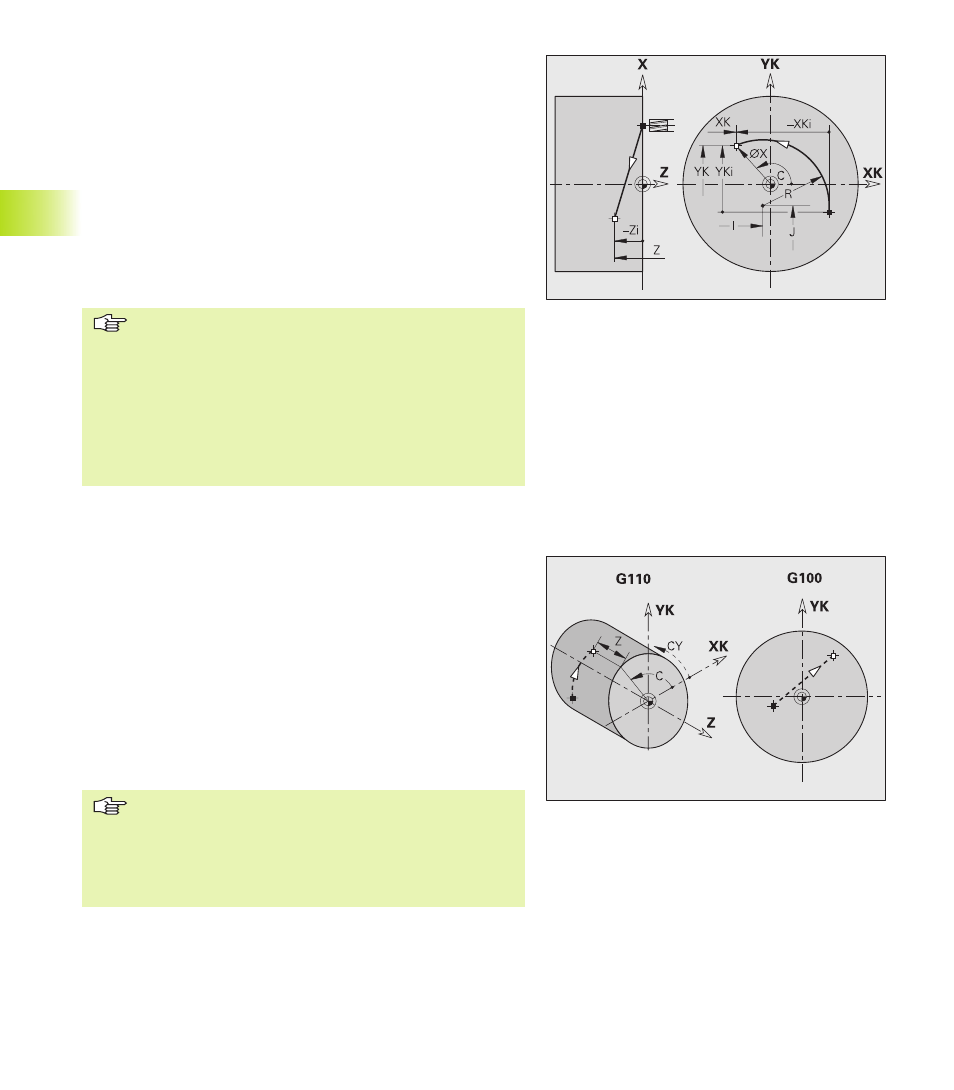
4.10 Obróbka w osi C
4.10.3 Obróbka powierzchni bocznej
Bieg szybki powierzchnia boczna G110
Narz dzie przemieszcza si na biegu szybkim na najkrótszym
odcinku do ”punktu końcowego”.
Parametr
Z:
Punkt końcowy
C:
Wymiar k towy punktu końcowego
CY:
Punkt końcowy jako wymiar odcinka (baza: rozwini cie
powierzchni bocznej przy G120 średnicy referencyjnej)
X:
Punkt końcowy (wymiar średnicy)
Programowanie
■
Z, C, CY: absolutnie, przyrostowo lub
samozachowawczo
■
zaprogramować albo Z–C albo Z–CY
G110 jest zalecany dla pozycjonowania osi C pod
określonym k tem (programowanie: N.. G110 C...).
Parametr
X:
Srednica punktu końcowego
C:
Wymiar k towy punktu końcowego
XK, YK: punkt końcowy we współrz dnych kartezjańskich
R:
Promień
I, J: Punkt środkowy we współrz dnych kartezjańskich
Z:
Gł bokość końcowa – default: aktualna pozycja Z
H:
Płaszczyzna koła (płaszczyzna obróbki) default: 0
■
H=0, 1: normalna obróbka powierzchni czołowej (XY
płaszczyzna)
■
H=2: obróbka na płaszczyźnie YZ
■
H=3: obróbka na płaszczyźnie XZ
K:
Punkt środkowy (kierunek Z) – tylko przy H=2, 3
Programowanie
■
X, C, XK, YK, Z: absolutnie, przyrostowo lub
samozachowawczo
■
I, J: absolutnie lub przyrostowo
■
zaprogramować albo X–C albo XK–YK
■
zaprogramować albo "punkt środkowy” lub "promień”
■
przy "promień”: możliwe tylko łuki kołowe <= 180°
■
punkt końcowy w pocz tku układu współrz dnych:
XK=0 i YK=0 zaprogramować