7 cykle toczenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 145
HEIDENHAIN CNC PILOT 4290
133
4.7 Cykle toczenia
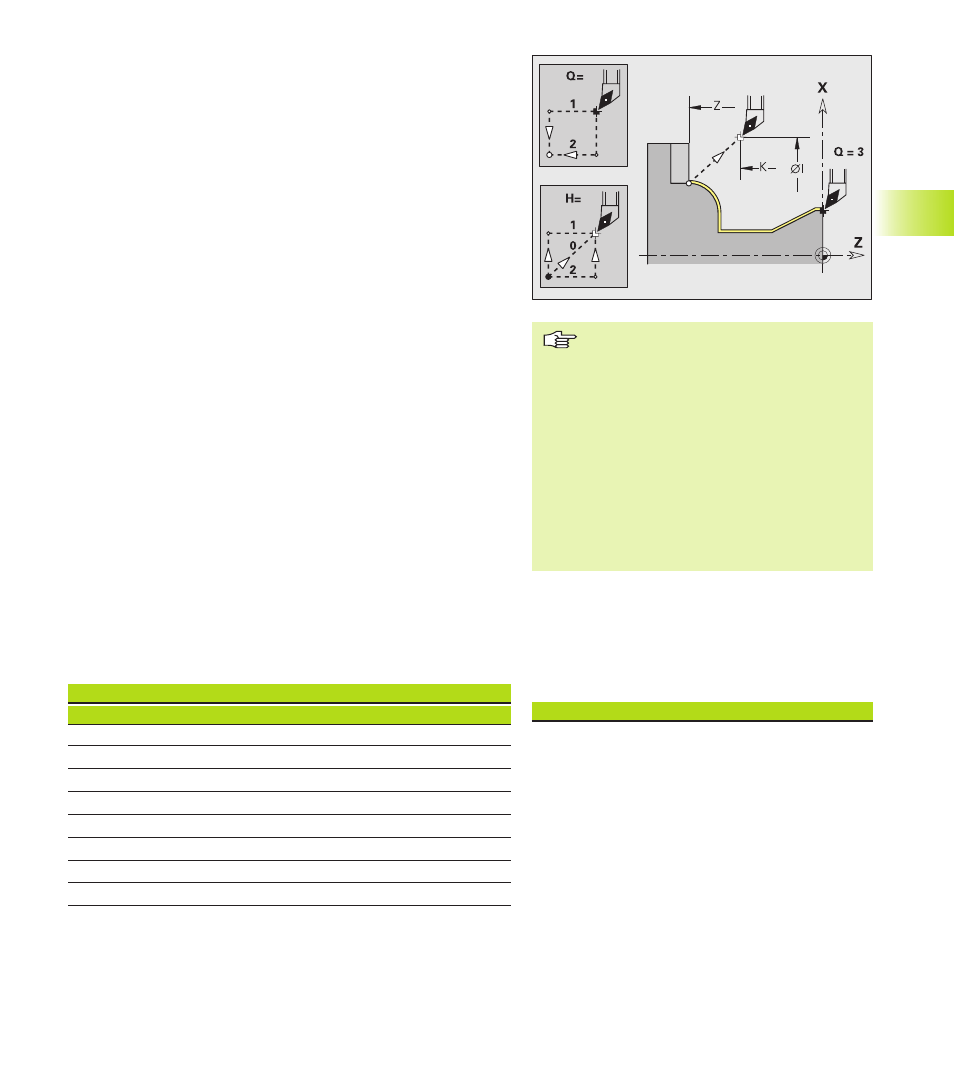
Q:
Rodzaj dosuwu– default: 0
■
Q=0: automatyczny wybór – CNC PILOT sprawdza:
– diagonalny najazd
– najpierw w kierunku X potem Z
– równoodlegle wokół przeszkody
– pomini cie pierwszych elementów konturu, jeśli pozycja
startu jest nieosi galna ist
■
Q=1: najpierw kierunek X, potem Z
■
Q=2: najpierw kierunek Z, potem X
■
Q=3: bez najazdu – narz dzie znajduje si w pobliżu
punktu pocz tkowego
■
Q=4: pozostała obróbka wykańczaj ca
H:
Przemieszczenie swobodne default: 3
narz dzie podnosi si pod k tem 45° w kierunku przeciwnym
do kierunku obróbki i przemieszcza si nast puj co na
pozycj ”I, K”:
■
H=0: diagonalnie
■
H=1: najpierw kierunek X, potem Z
■
H=2: najpierw kierunek Z, potem X
■
H=3: zatrzymuje si na odst pie bezpieczeństwa
■
H=4: bez swobodnego przemieszczenia narz dzie
zatrzymuje si na współrz dnej końcowej
X:
Ograniczenie skrawania (wymiar średnicy) – default: bez
ograniczenia skrawania
Z:
Ograniczenie skrawania – default: bez ograniczenia
skrawania
D:
Zamaskować elementy (wpływa na obróbk podci ć,
podtoczeń i przeci ć: patrz tabela) default: 1
I, K: Punkt końcowy, najeżdżany przy końcu cyklu (wymiar
średnicy I)
O:
Redukowanie posuwu – default: 0
■
O=0: bez redukowania posuwu
■
O=1: redukowanie posuwu aktywne
Podci cia/kombinacje podci ć wyświetlamy w nast puj cy
sposób:
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9 K
0
1
–
–
–
2
–
3
–
–
4
–
–
5
–
–
–
6
–
–
7
–
–
–
–
–
–
–
“: zamaskować elementy
Dalsze kody D dla wyświetlania podci ć/wytoczeń.
Prosz dodawać te kody, aby zamaskować kilka
podci ć/wytoczeń:
Wywołane G Funkcja
Kod D
G22
Pierścień uszczelniaj cy
naci cie
512
G22
Pierścień zabezpieczaj cy
naci cie
1.024
G23 H0
ogólne wytoczenie
256
G23 H1
Podtoczenie
2.048
G23 H4
Podci cie forma U
32.768
G23 H5
Podci cie forma E
65.536
G23 H6
Podci cie forma F
131.072
G23 H7
Podci cie forma G
262.144
G23 H8
Podci cie forma H
524.288
G23 H9
Podci cie forma K
1.048.576
Ograniczenie skrawania: pozycja
narz dzia przed wywołaniem cyklu jest
miarodajna dla wykonania ograniczenia
skrawania. CNC PILOT skrawa materiał
ze strony ograniczenia skrawania, z
której znajduje si narz dzie przed
wywołaniem cyklu.
G57 naddatek: “powi ksza“ kontur
(także kontury wewn trzne)
G58 naddatek:
■
>0: “powi ksza“ kontur
■
<0: pomniejsza kontur
G57 /G58 naddatki zostaj
wykasowane po zakończeniu cyklu