6 polecenia obróbkowe – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 129
HEIDENHAIN CNC PILOT 4290
117
Odwrócenie konturu G121
Odbija lustrzanie i/lub przesuwa kontur półwyrobu i cz ści
gotowej. Odbicie lustrzane zostaje dokonywane na osi X,
przesuni cie w kierunku osi Z. Nie ma to wpływu na punkt zerowy
obrabianego przedmiotu.
Poprzez zastosowanie G121 można używać opisu cz ści
nieobrobionej lub gotowej dla obróbki strony czołowej i tylnej.
Parametr
H:
Odbicie lustrzane – default: 0
■
H=0: przesun ć kontur – nie odbicie lustrzane
■
H=1: przesun ć kontur, odbicie lustrzane i odwrócić
kierunek opisu konturu
Q:
Odbicie lustrzane układu współrz dnych (kierunek osi Z) –
default: 0
■
Q=0: bez odbicia lustrzanego
■
Q=1: odbicie lustrzane
■
Kontury powierzchni bocznych zostaj
jak i kontury obrotowe odbite lustrzanie/
przesuni te.
■
Kontury pomocnicze nie zostaj
odbijane zwierciadlanie.
■
Prosz zwrócić uwag przy Q=1: układ
współrz dnych ł cznie z konturem
zostaj odbijane lustrzanie – H=1 odbija
tylko kontur.
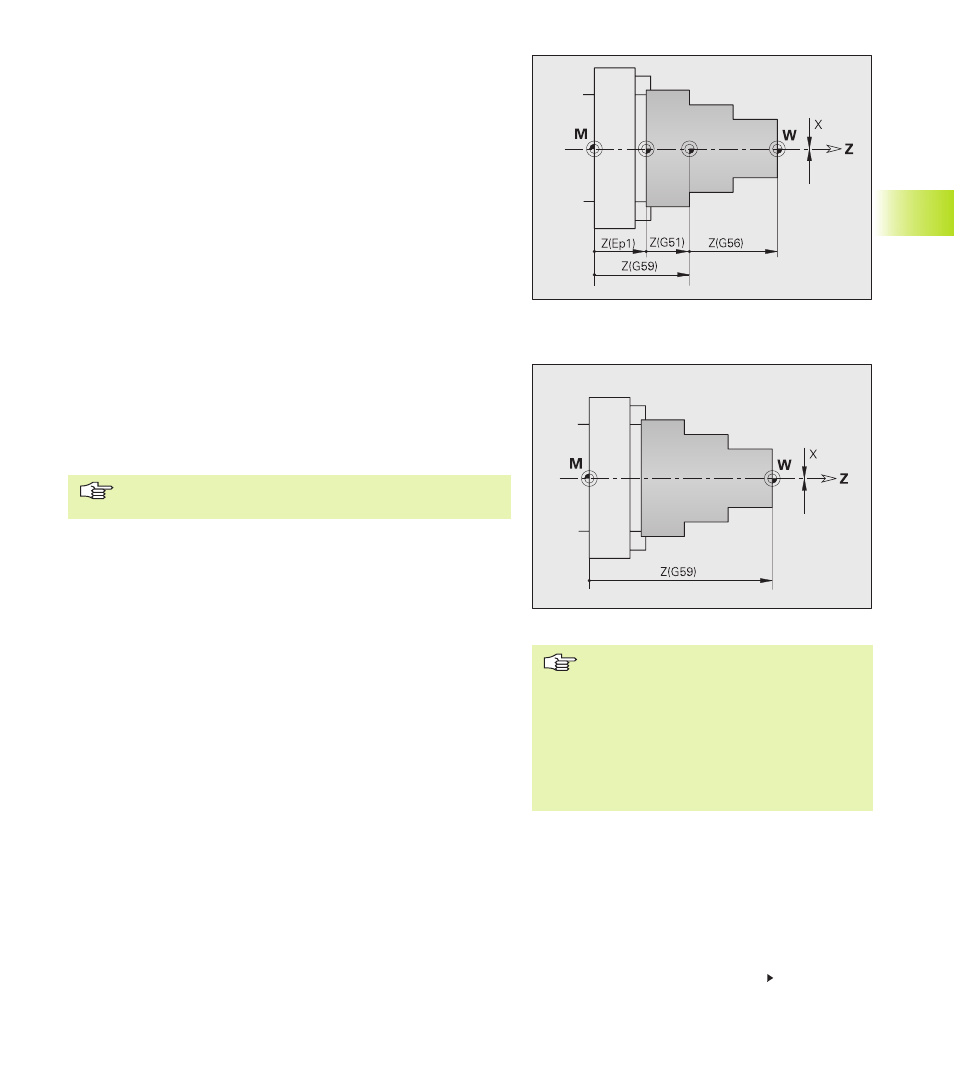
Przesuni cie punktu zerowego addytywnie G56
Przesuwa punkt zerowy przedmiotu o "Z" (lub "X"). Przesuni cie
odnosi si do aktualnie obowi zuj cego punktu zerowego
obrabianego przedmiotu.
Jeśli programujemy kilkakrotnie G56, to przesuni cie zostaje
zawsze dodawane do aktualnie obowi zuj cego punktu zerowego
przedmiotu.
Parametr
X, Z: Przesuni cie (X wymiar promienia) – default: 0
Przesuni cie punktu zerowego absolutne G59
Wyznacza punkt zerowy przedmiotu na "X, Z”. Nowy punkt zerowy
obrabianego przedmiotu obowi zuje do końca programu.
Parametr
X, Z: Przesuni cie punktu zerowego (wymiar promienia X)
G59 anuluje dotychczasowe przesuni cia punktu
zerowego (poprzez G51, G53..G55 lub G59).
Z:
Przesuni cie – default: 0
D:
Odbicie lustrzane XC/XCR (kontury strony
czołowej/ tylnej odbić symetrycznie/
przesun ć ) " default: 0
■
D=0: bez odbicia lustrzanego/ bez
przesuni cia
■
D=1: odbicie lustrzane/przesuni cie
Ci g dalszy na nast pnej stronie
4.6 Polecenia obróbkowe