9 przyporz dkowanie atrybutów, 1 atrybuty cz ści nieobrobionej, 2 naddatek – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 279: 3 posuw/chropowatość, 9 przyporzdkowanie atrybutów
HEIDENHAIN CNC PILOT 4290
267
6.9 Przyporzdkowanie atrybutów
6.9.1 Atrybuty cz ści nieobrobionej
Prosz zdefiniować "rodzaj półwyrobu" (okno dialogowe "jakość
powierzchni"):
■
Półwyrób odlewniczy, kuźniczy: generowanie planu pracy
według strategii "obróbka cz ści odlewniczych" (najpierw plan –
potem wzdłuż zgrubnie).
■
wytoczony wst pnie półwyrób: generowanie planu pracy
według strategii standardowej. Odbiegaj co od obróbki
standardowej stosuje si cykle obróbki zgrubnej równolegle do
konturu.
■
"nieznany" (lub nie zdefiniowano atrybutu): generowanie
planu pracy według strategii standardowej.
6.9 Przyporz dkowanie atrybutów
Atrybuty cz ści nieobrobionej
wpływaj na podzielenie obszarów skrawania i wybór cykli obróbki
zgrubnej w AAG.
Wybór: "cz ść nieobrobiona – półwyrób – atrybuty"
Atrybuty cz ści gotowej
Orientuj c si według geometrycznego opisu konturu cz ści
nieobrobionej można przyporz dkować atrybuty elementom
konturu/obszarom konturu. AAG i IAG analizuj atrybuty dla
generowania planu pracy.
Wybór: "cz ść nieobrobiona – cz ść gotowa – atrybuty"
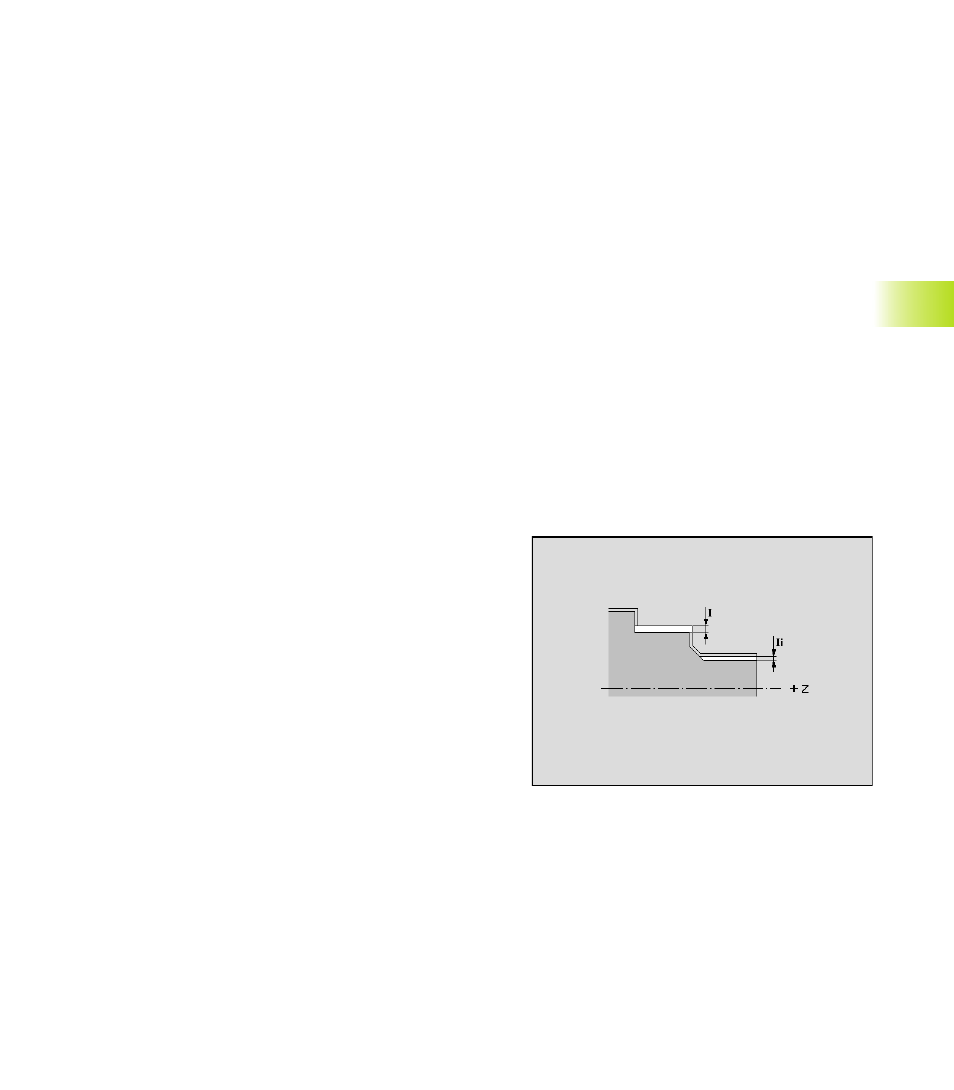
6.9.2 Naddatek
Naddatek pozostaje po obróbce zachowany (przykład: naddatek
szlifowania). TURN PLUS rozróżnia:
■
absolutny naddatek: jest "ostateczny" – inne naddatki zostaj
ignorowane.
■
wzgl dny naddatek: jest addytywny do innych naddatków.
Parametr
I:
absolutny naddatek
Ii:
wzgl dny naddatek
6.9.3 Posuw/chropowatość
Posuw
Watość zapisu działa jako posuw obróbki wykańczaj cej (patrz
także " 4.5.4 Polecenia pomocnicze opisu konturu").
Redukowanie posuwu
Wartość zapisu zostaje mnożona przez aktualny posuw.