1 baza danych narzdzi – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 392
8 Srodki produkcji
380
8.1 Baza danych narzdzi
Przykład Narz typ 311
Parametry okna dialogowego 2
G
S
TP
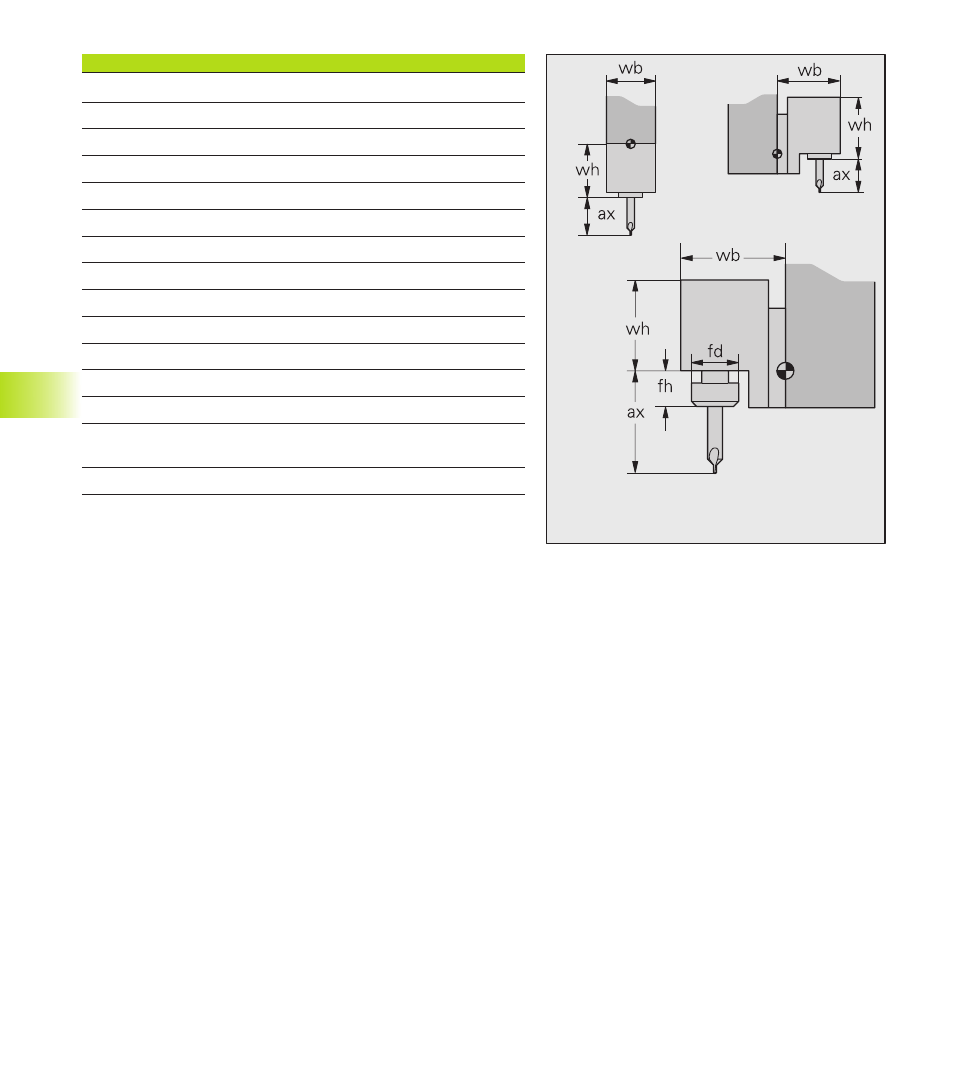
WZ H. DIN: typ uchwytu narz dzia
–
–
WZ H. wys. (wh): wysokość uchwytu narz dzia / wu –
–
WZ H. szer (wb): szerokość uchwytu narz dzia / szu –
–
uchw.śred. (fd): średnica uchwytu mocuj cego
–
*1
–
wys.uchwyt.(fh): wysokość uchwytu mocuj cego
–
*1
–
dł. wystaw.(ax): długość wystawania
–
–
Skok gwintu (hb): skok gwintu
–
Jakość pasowania: patrz lista stałych słów *2
–
–
dysponow.: fizyczna dysponowalność
–
Numer rysunku
–
–
Materiał ostrza
–
–
CSP kor.: współczynnik korekcji pr dkości skrawania –
–
FDR kor.: współczynnik korekcji posuwu
–
–
Deep kor.: współczynnik korekcji gł bokości
skrawania
–
–
Typ ustalenia
–
Lista stałych słów "jakość pasowania":
■
H6
■
H7
■
H8
■
H9
■
H10
■
H11
■
H12
■
H13
*1 – wymiary uchwytu mocuj cego
■
uchwyt F, K: "fd, fh" służ wymiarowaniu uchwytu
■
inne uchwyty: przy fd=0, fh=0 uchwyt nie zostaje
przedstawiony
*2: Automatyczny wybór narz dzia TURN PLUS sprawdza ”jakość
pasowania definiowana /nie definiowana nie nast puje
szczegółowa ocena.
G: Dane podstawowe
S: Przedstawienie narz dzia (symulacja)
TP: TURN PLUS
patrz także:
■
"8.1.4 Multinarz dzia, nadzorowanie okresu trwałości
narz dzia" (parametry trzeciego okna dialogowego)
■
"8.1.5 Wskazówki do danych o narz dziach"
■
"8.1.6 Uchwyt narz dziowy, pozycja ustalenia"