5 rodzaj obróbki toczenie poprzeczne, 12 interakcyjne gener owanie planu pracy (iag) – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 306
6 TURN PLUS
294
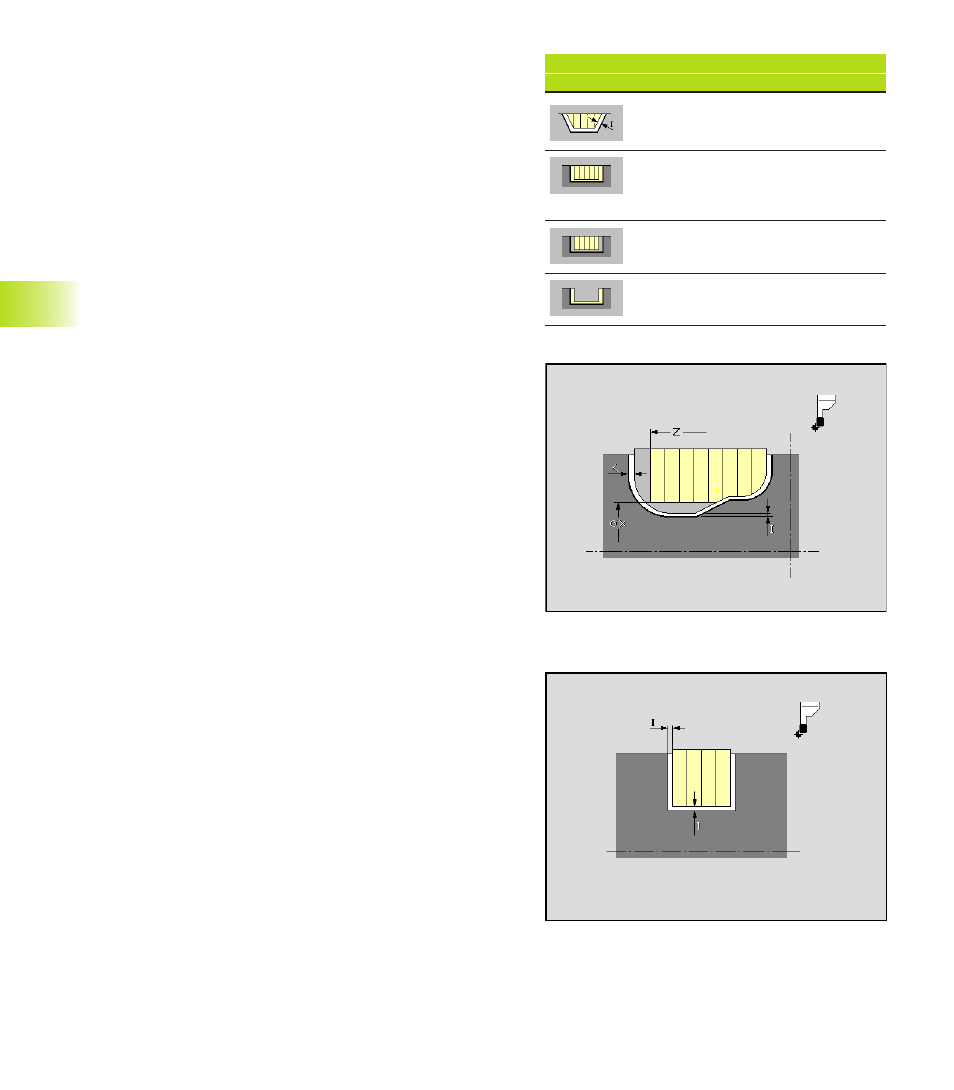
Softkeys "rodzaj przebiegu toczenia
poprzecznego"
Nastawić naddatek wzdłużny/
planowy lub stały naddatek
Wst pne toczenie poprzecznej i
obróbka wykańczaj ca
Wst pne toczenie poprzeczne
Obróbka wykańczaj ca
Nacinanie konturu radialnie/osiowo (G860)
Dla elementów formy: naci cie ogólnie, swobodne toczenie
(naci cie forma F) i swobodnie definiowalne kontury zagł bione
Parametr
X, Z:
Ograniczenie skrawania
Rodzaj naddatku nastawić: poprzez softkey
I, K:
różne naddatki wzdłuż/plan
I:
stały naddatek – generuje "naddatek G58" przed cyklem
Przebieg: Nastawienie poprzez softkey
■
Wst pne przecinanie i obróbka wykańczaj ca jednym
chodem roboczym
■
tylko wst pne przecinanie
■
tylko obróbka wykańczaj ca
6.12.5
Rodzaj obróbki toczenie poprzeczne
Przegl d: rodzaj obróbki, toczenie poprzeczne
■
przecinanie konturu (G860) – radialnie, osiowo lub
automatycznie
■
nacinanie (G866) – radialnie, osiowo lub automatycznie
■
toczenie poprzeczne (G869) – radialnie, osiowo lub
automatycznie
■
Okrawanie
■
obcinanie/obróbka strony tylnej przygotować (przekazanie
przedmiotu)
Nacinanie radialnie/osiowo (G866)
Dla elementów formy: naci cie forma D (pierścień szczelny),
naci cie forma S (pierścień mocuj cy)
Jeśli podajemy ”naddatek”, to najpierw dokonywane jest
przecinanie wst pne i potem obróbka wykańczaj ca. Przy
"obróbce wykańczaj cej" zostaje uwzgl dniony "czas zwłoki"
tylko przy wykańczaniu – inaczej przy każdym naci ciu.
Parametr
I:
Naddatek (wzdłuż i plan)
E:
Przerwa czasowa
6.12 Interakcyjne gener
owanie planu pracy (IAG)