8 cykle gwintowania – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 154
4 DIN PLUS
142
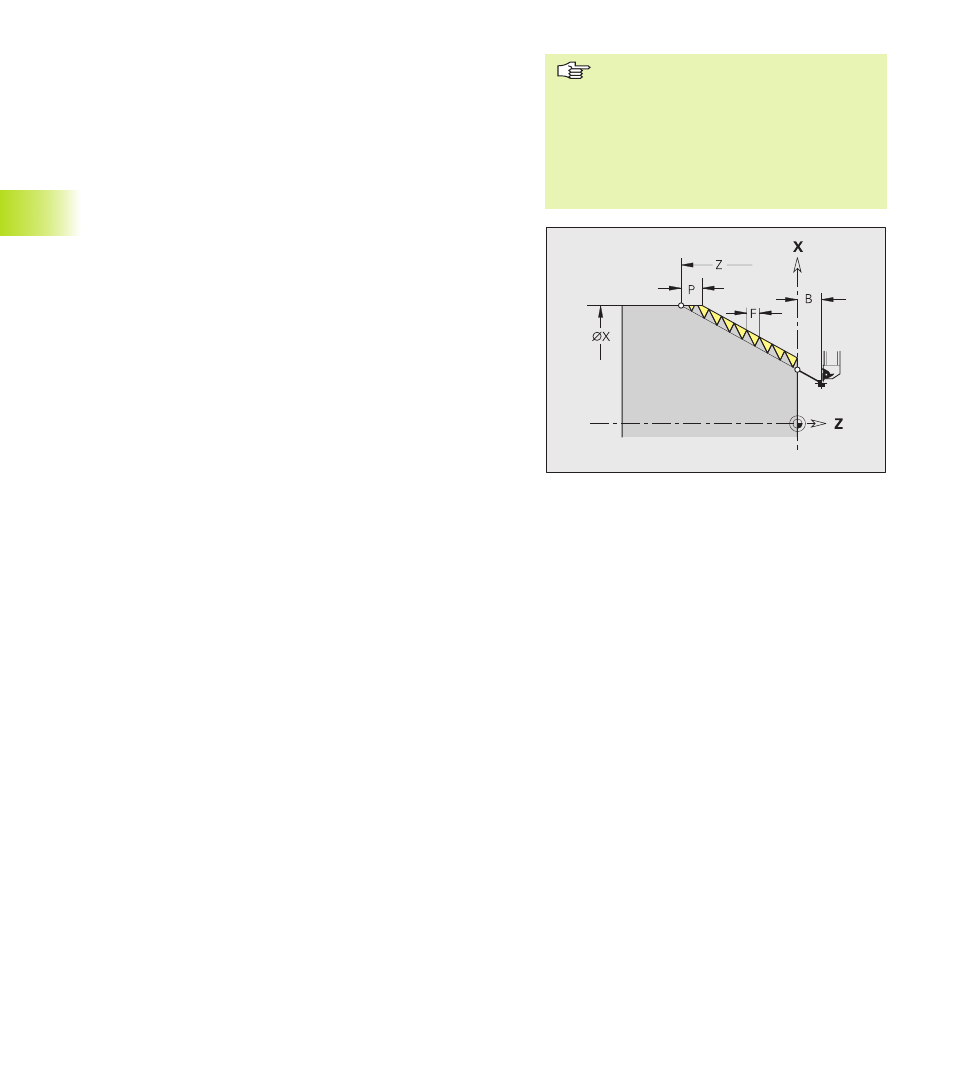
Gwint pojedyńczy odcinek G33
G33 wytwarza gwinty w dowolnym kierunku i położeniu (wzdłużne,
stożkowe lub planowe; gwinty wewn trzne lub zewn trzne). G33
przeprowadza pojedyńcze nacinanie gwintu, rozpoczynaj ce si
w pozycji narz dzia i kończ ce przy "X, Z". (Wrzeciono i nap d
posuwu zostaj synchronizowane przy nacinaniu gwintów.)
Parametr
X, Z: Srednica, długość punkt końcowy nacinania gwintu ( X
wymiar średnicy)
F:
Posuw na jeden obrót (skok gwintu)
B, P: Długość rozbiegu, długość wybiegu domyślnie: 0 (patrz
”4.8 Cykle gwintów”)
C:
K t startu (pocz tek gwintu leży zdefiniowany do nie
obrotowosymetrycznych elementów konturu) – default: 0
Q:
Numer wrzeciona
H:
Kierunek bazy dla skoku gwintu " default: 0
■
H=0: posuw na osi Z (dla gwintów wzdłużnych i
stożkowych do maksymalnie +45°/"45° do osi Z
■
H=1: posuw na osi X (dla gwintów planowych i stożkowych
do maksymalnie +45°/"45° do osi X
■
H=2: posuw na osi Y
■
H=3: posuwna torze kształtowym
E:
Zmienny skok " default: 0
■
E=0: stały skok
■
E>0: zwi ksza skok na jeden obrót o E
■
E<0: zmniejsza skok na jeden obrót o E
■
"Posuw stop" działa na końcu
nacinania gwintu.
■
Funkcja override posuwu nie działa.
■
Przy wył czonym sterowaniu
wst pnym prosz nie używać override
wrzeciona!
■
Gwint z G95 (posuw na jeden obrót)
wytworzyć.
4.8 Cykle gwintowania