7 cykle toczenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 139
HEIDENHAIN CNC PILOT 4290
127
4.7 Cykle toczenia
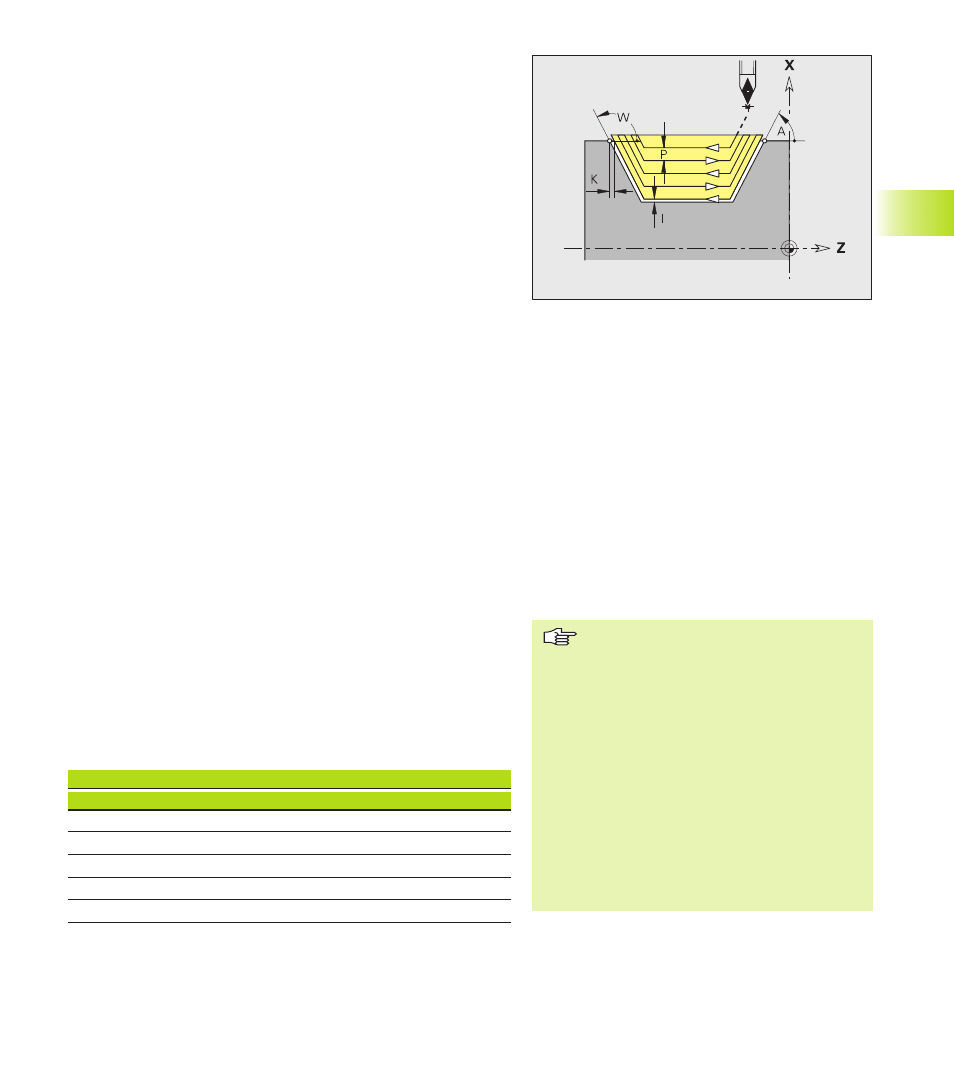
Równolegle do konturu z neutralnym Narz G835
G835 skrawa opisany przez “NS, NE” obszar konturu równolegle
do konturu i dwukierunkowo. CNC PILOT rozpoznaje na podstawie
definicji narz dzia, czy chodzi o obróbk zewn trzn czy też
wewn trzn .
W razie potrzeby powierzchnia skrawania zostaje podzielona na
kilka obszarów (na przykład przy dolinach konturu).
Najprostsza forma programowania składa si z podania NS, NE i P.
Parametry
NS: pocz tkowy numer wiersza (pocz tek fragmentu konturu)
NE: końcowy numer wiersza (koniec fragmentu konturu)
P:
maksymalny dosuw
I:
Naddatek w kierunku X (wymiar średnicy) – default: 0
K:
Naddatek w kierunku Z – default: 0
X:
Ograniczenie skrawania w kierunku X (wymiar średnicy) –
default: bez ograniczenia skrawania
Z:
Ograniczenie skrawania w kierunku Z – default: bez
ograniczenia skrawania
A:
K t dosuwu (baza: oś Z) – default: 0°/180° (równolegle do osi
Z)
W:
K t odjazdu (baza: oś Z) – default: 90°/270° (prostok tnie do
osi Z)
Q:
Swobodne przemieszczenie przy końcu konturu – default: 0
■
Q=0: powrót do punktu startu (najpierw kierunek X potem Z)
■
Q=1: pozycjonuje przed gotowym konturem
■
Q=2: wznosi si na bezpieczn wysokość i zatrzymuje
V:
Oznaczenie pocz tek/koniec – default: 0
Fazka/zaokr glenie zostaje obrabiane:
■
V=0: na pocz tku i na końcu
■
V=1: na pocz tku
■
V=2: na końcu
■
V=3: bez obróbki
■
V=4: fazka/zaokr glenie zsotaje obrabiane – nie element
podstawowy (warunek: fragment konturu z jednym
elementem)
D:
Zamaskować elementy (wpływa na obróbk podci ć,
podtoczeń i przeci ć: patrz tabela) – default: 0
D
G22
G23
G23
G25
G25
G25
=
H0
H1
H4
H5/6
H7..9
0
1
–
–
–
2
–
3
–
–
–
–
4
–
–
“
“: zamaskować elementy
Ograniczenie skrawania: pozycja
narz dzia przed wywołaniem cyklu jest
miarodajna dla wykonania ograniczenia
skrawania. CNC PILOT skrawa materiał
ze strony ograniczenia skrawania, z
której znajduje si narz dzie przed
wywołaniem cyklu.
Korekcja promienia ostrza: zostaje
przeprowadzona
G57 naddatek: “powi ksza“ kontur
(także kontury wewn trzne)
G58 naddatek:
■
>0: “powi ksza“ kontur
■
<0: nie zostaje obliczony
G57 /G58 naddatki zostaj
wykasowane po zakończeniu cyklu
Przebieg cyklu
1 oblicza obszary skrawania i rozdzielenie
skrawania (dosuw)
2 dosuwa z punktu startu dla pierwszego przejścia
przy uwzgl dnieniu odst pu bezpieczeństwa
3 przeprowadza skrawanie zgrubne
4 dosuwa dla nast pnego przejścia i przeprowadza
skrawanie zgrubne w kierunku przeciwnym
5 powtarza 3...4 aż obszar skrawania zostanie
obrobiony
6 powtarza w razie potrzeby 2...5, aż wszystkie
obszary skrawania zostan obrobione
7 przemieszcza si swobodnie jak to
zaprogramowano w ”Q”