5 parametry obróbki – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 373
HEIDENHAIN CNC PILOT 4290
361
7.5 Parametry obróbki
4 – Obróbka zgrubna
Obróbka zgrubna standardy narz dzia i obróbki
Narz dzia zostaj wybierane w zależności od miejsca obróbki i
kierunku obróbki głównej (HBR) na podstawie k ta nastawienia i
ostrza. Dodatkowo obowi zuje:
■
W pierwszej kolejności zostaj zastosowane standardowe
narz dzia dla obróbki zgrubnej.
■
Alternatywnie zostaj zastosowane narz dzia, umożliwiaj ce
pełn obróbk .
■
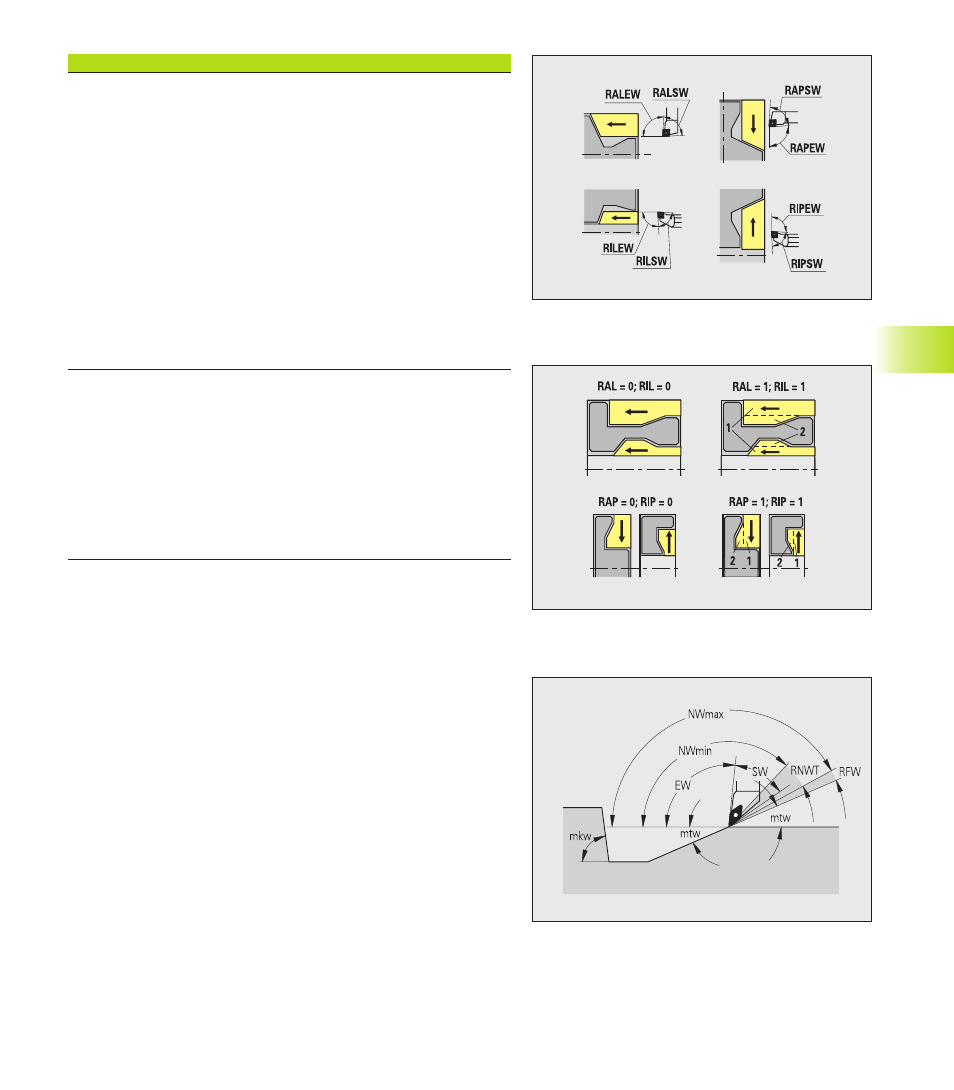
K t nastawienia – zewn trz/wzdłuż [RALEW]
■
K t wierzchołkowy – zewn trz/wzdłuż [RALSW]
■
K t nastawienia – zewn trz/plan [RAPEW]
■
K t ostrza – zewn trz/plan [RAPSW]
■
K t nastawienia – wewn trz/wzdłuż [RILEW]
■
K t ostrza – wewn trz/wzdłuż [RILSW]
■
K t nastawienia – wewn trz/plan [RIPEW]
■
K t ostrza – wewn trz/plan [RIPSW]
Parametry dla obróbki obszarów konturu:
■
Standard/pełna – zewn trz/wzdłuż [RAL]
■
Standard/pełna – wewn trz/wzdłuż [RIL]
■
Standard/pełna – zewn trz/plan [RAP]
■
Standard/pełna – wewn trz/plan [RIP]
Wprowadzenie:
■
0: Obróbka zgrubna kompletna z zagł bieniem. TURN PLUS
szuka narz dzia dla pełnej obróbki.
■
1: obróbka zgrubna standardowa bez pogł biania
Obróbka zgrubna – tolerancje narz dzi i naddatki
Dla wyboru narz dzi obowi zuje:
■
K t nastawienia (EW): EW >= mkw (mkw: wznosz cy k t
konturu)
■
k t nastawienia (EW) i k t ostrza (SW):
NWmin < (EW+SW) < NWmax
■
k t przyległy (RNWT): RNWT = NWmax " NWmin
■
Tolerancja k ta pomocniczego [RNWT] – obszar tolerancji dla
ostrza pomocniczego narz dzia
■
K t przejścia swobodnego [RFW] – minimalna różnica kontur
– ostrze pomocnicze