5 parametry obróbki – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 380
7 Parametry
368
7.5 Parametry obróbki
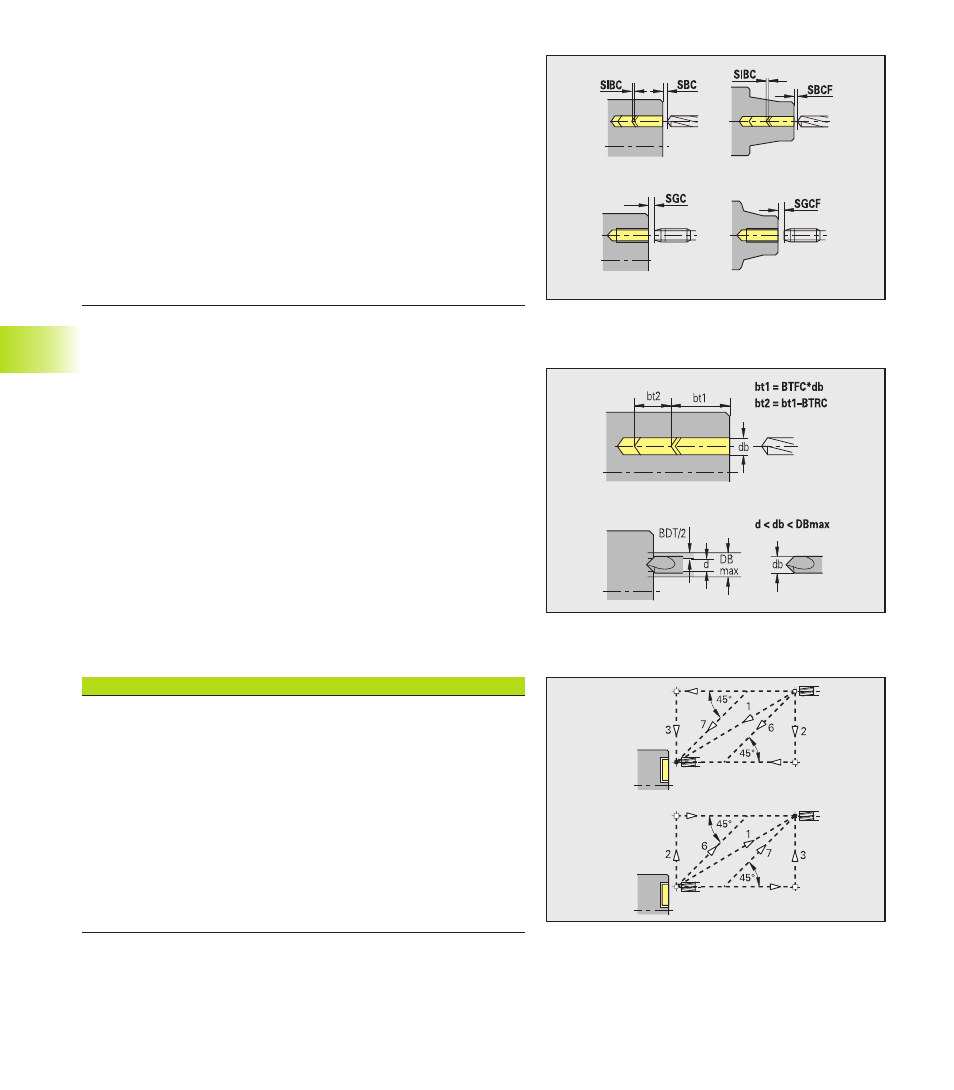
Wiercenie – odst py bezpieczeństwa
■
Wewn trzny odst p bezpieczeństwa [SIBC] – przy wierceniu
gł bokich otworów (odst p powrotu B przy G74).
■
Nap dzane narz dzia wiertarskie [SBC] odst p
bezpieczeństwa na powierzchni czołowej i bocznej dla
nap dzanych narz dzi.
■
Nie nap dzane narz dzia wiertarskie [SBCF] odst p
bezpieczeństwa na powierzchni czołowej i bocznej dla nie
nap dzanych narz dzi.
■
Nap dzane gwintowniki [SGC] odst p bezpieczeństwa na
powierzchni czołowej i bocznej dla nap dzanych narz dzi.
■
Nie nap dzane gwintowniki [SGCF] odst p bezpieczeństwa
na powierzchni czołowej i bocznej dla nie nap dzanych
narz dzi.
Wiercenie – obróbka
Parametry obowi zuj dla wiercenia z cyklem wiercenia otworów
gł bokich (G74).
■
Współczynnik gł bokości wiercenia [BTFC] – 1. gł bokość
wiercenia: bt1 = BTFC * db (db: średnica wiertła)
■
Redukowanie gł bokości wiercenia [BTRC] " 2. gł bokość
wiercenia: bt2 = bt1 " BTRC; dalsze etapy wiercenia zostaj
odpowiednio zredukowane
■
Ttolerancja średnicy wiertła [BDT] dla wyboru narz dzi
wiertarskich (nakiełek, nawiertak, pogł biacz stożkowy, wiertło
stopniowe, rozwiertaki stożkowe).
Srednica wiercenia: DBmax = BDT + d (DBmax: maksymalna
średnica wiercenia)
Wybór narz dzia: DBmax > DB > d
10 – Frezowanie
Frezowanie – najazd i odsuw
■
dosuwanie powierzchnia czołowa [ANMS]
■
dosuwanie powierzchnia boczna [ANMM]
■
odsuwanie powierzchnia czołowa [ABMA]
■
odsuwanie powierzchnia boczna [ABMM]
Rodzaj najazdu/odjazdu:
■
1: X i Z kierunek jednocześnie
■
2: najpierw X potem Z kierunek
■
3: najpierw Z potem X kierunek
■
6: ci gni cie razem, X przed Z kierunkiem
■
7: ci gni cie razem, Z przed X kierunkiem
Przemieszczenia dosuwu i odsuwu nast puj na biegu szybkim
(G0).