7 cykle toczenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 149
HEIDENHAIN CNC PILOT 4290
137
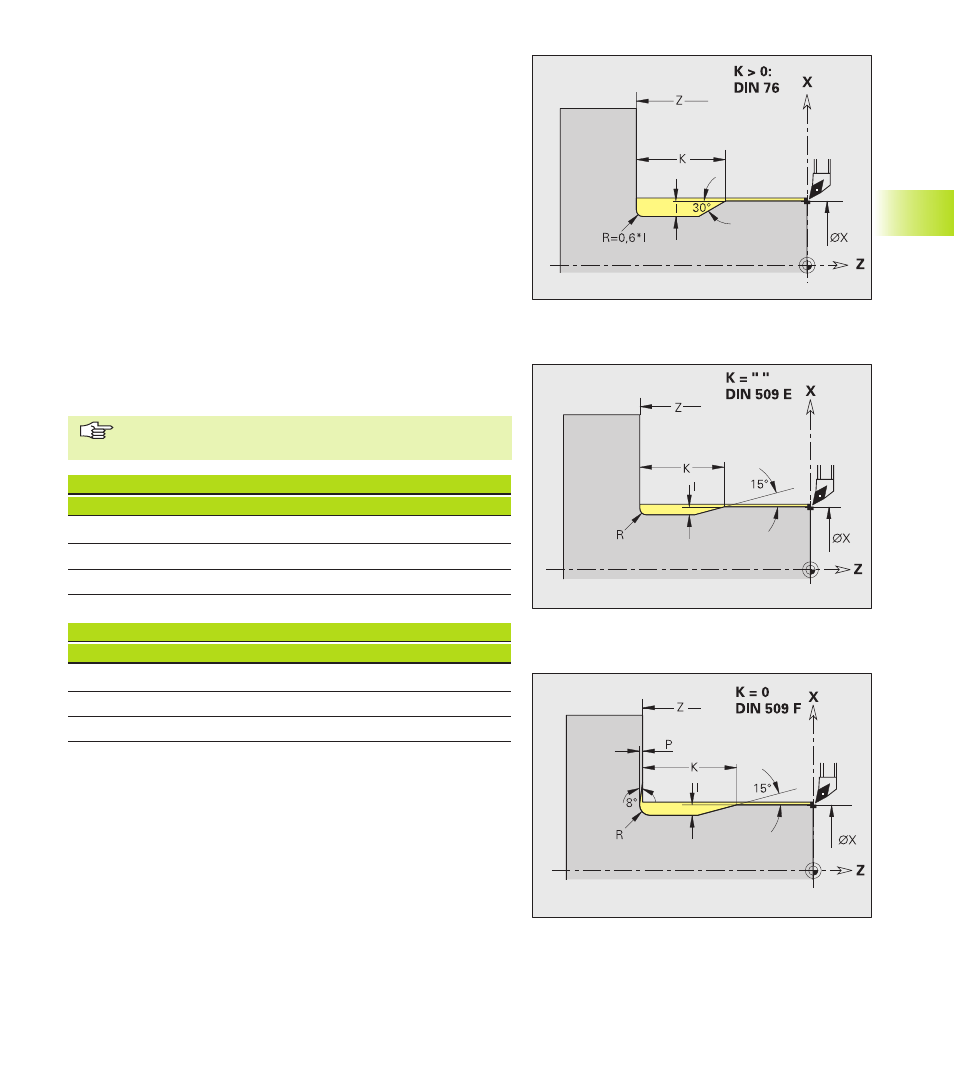
Cykl podci cia G85
G85 wytwarza podci cia zgodnie z DIN 509 E, DIN 509 F i DIN 76
(swobodne nacinanie gwintów). CNC PILOT decyduje o typie
podci cia na podstawie ”K”. Parametry podci cia: patrz tabela
Wysuni ty cylinder zostaje obrabiany, jeżeli narz dzie zostaje
pozycjonowane na średnicy cylindra X ”przed” cylindrem.
Zaokr glenia podci cia gwintu zostaj wykonane z promieniem
0,6 * I.
Parametr
X, Z: punkt docelowy (X jako wymiar średnicy)
I:
Gł bokość/naddatek na ścieranie (wymiar promienia)
■
DIN 509 E, F: naddatek na ścieranie – default: 0
■
DIN 76: gł bokość podci cia
K:
Szerokość podci cia i typ podci cia
■
K brak wprowadzenia: DIN 509 E
■
K=0: DIN 509 F
■
K>0: długość podci cia przy DIN 76
E:
zredukowany posuw (dla wytwarzania podci cia) – brak
wpisu: aktywny posuw
■
korekcja promienia ostrza: nie zostaje wykonana
■
naddatki: nie zostaj wliczone
Podci cie zgodnie z DIN 509 E
Srednica
I
K
R
¬ 18
0,25
2
0,6
> 18 – 80
0,35
2,5
0,6
> 80
0,45
4
1
Podci cie zgodnie z DIN 509 F
Srednica
I
K
R
P
¬ 18
0,25
2
0,6
0,1
> 18 – 80
0,35
2,5
0,6
0,2
> 80
0,45
4
1
0,3
K t podci cia w przypadku podci cia DIN 509 E i F: 15°
K t planowy w przypadku podci cia DIN 509 F: 8°
I = gł bokość podci cia
K = szerokość podci cia
R = promień podci cia
P = gł bokość planowa
Podci cie DIN 76 (swobodne nacinanie gwintu)
Podci cie DIN 509 E
Podci cie DIN 509 F
4.7 Cykle toczenia