12 interakcyjne gener owanie planu pracy (iag) – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 305
HEIDENHAIN CNC PILOT 4290
293
Obróbka zgrubna z usuwaniem materiału –
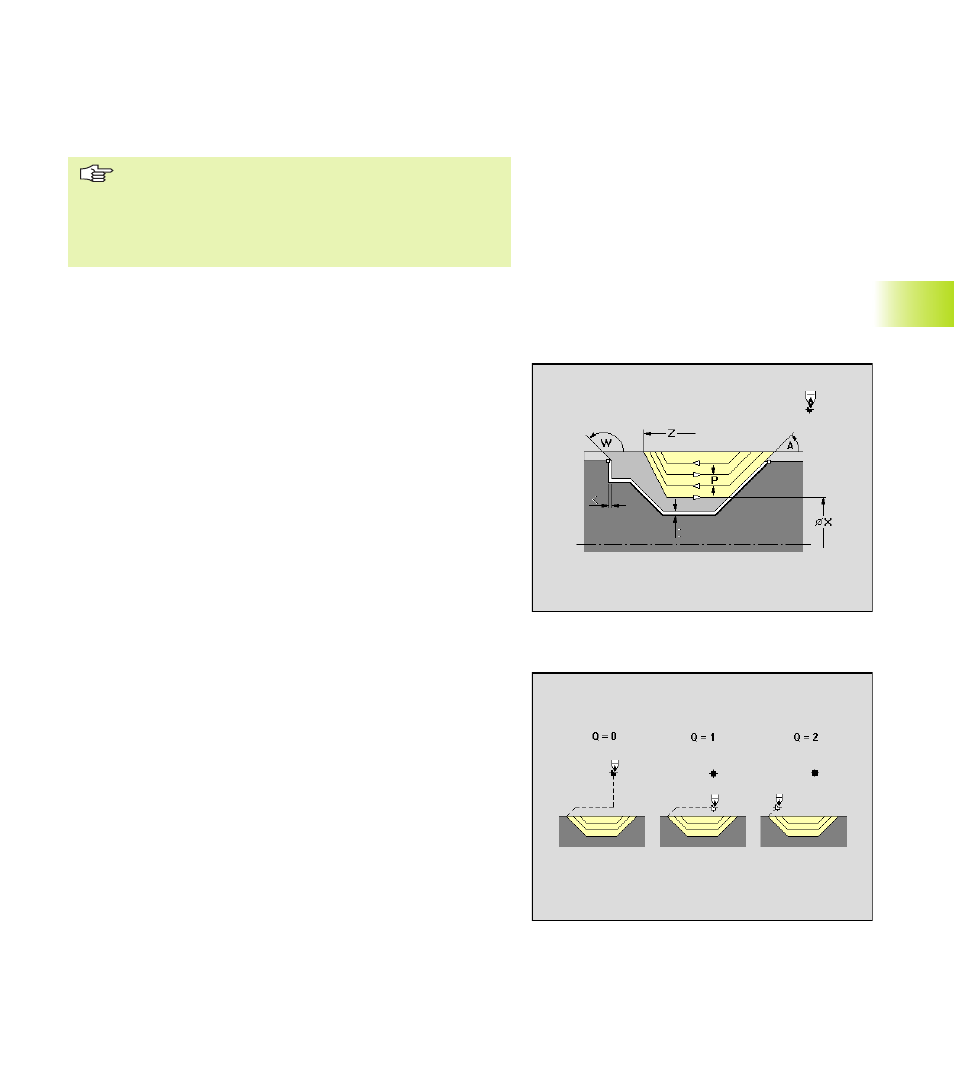
neutralne Narz (G835)
Parametr
P:
Gł bokość skrawania (maksymalny dosuw)
A:
K t dosuwu (baza: oś Z) – default: 0°/180° (równolegle do
osi Z)
W:
K t odjazdu (baza: oś Z) – default: 90°/270° (prostok tnie
do osi Z)
X, Z:
Ograniczenie skrawania
Rodzaj naddatku nastawić: poprzez softkey
I, K:
różne naddatki wzdłuż/plan
I:
stały naddatek – generuje "naddatek G58" przed cyklem
Pogł bianie: obrabianie opadaj cych konturów ?
■
tak
■
nie
E:
zredukowany posuw pogł biania przy opadaj cych
konturach
Dwukierunkowo: skrawanie z cyklem
■
tak: G835
■
nie: G830
Q:
Swobodne przemieszczenie przy końcu cyklu
■
Q=0: powrót do punktu startu
wzdłuż: najpierw kierunek X potem Z
planowo: najpierw kierunek Z potem X
■
Q=1: pozycjonuje przed gotowym konturem
■
Q=2: wznosi si na odst p bezpieczeństwa i zatrzymuje
Obróbka podci cia (patrz tabela softkey)
Usuwanie materiału – automatycznie
wspomaga dwustronn obróbk . TURN PLUS wybiera najpierw
narz dzie obróbki zgrubnej dla wst pnej obróbki zgrubnej i
nast pnie narz dzie z przeciwnym kierunkiem obróbki dla
skrawania reszty materiału.
"Usuwanie materiału – automatycznie" obrabia tylko
"naci cia" (– podtoczenie może zostać obrabiane przy
pomocy standardowego cyklu obróbki zgrubnej).
Naci cia i podtoczenia odróżnia TURN PLUS na
podstawie "wejściowego k ta kopiowania EKW"
(parametr obróbkowy 1).
6.12 Interakcyjne gener
owanie planu pracy (IAG)