7 cykle toczenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 150
4 DIN PLUS
138
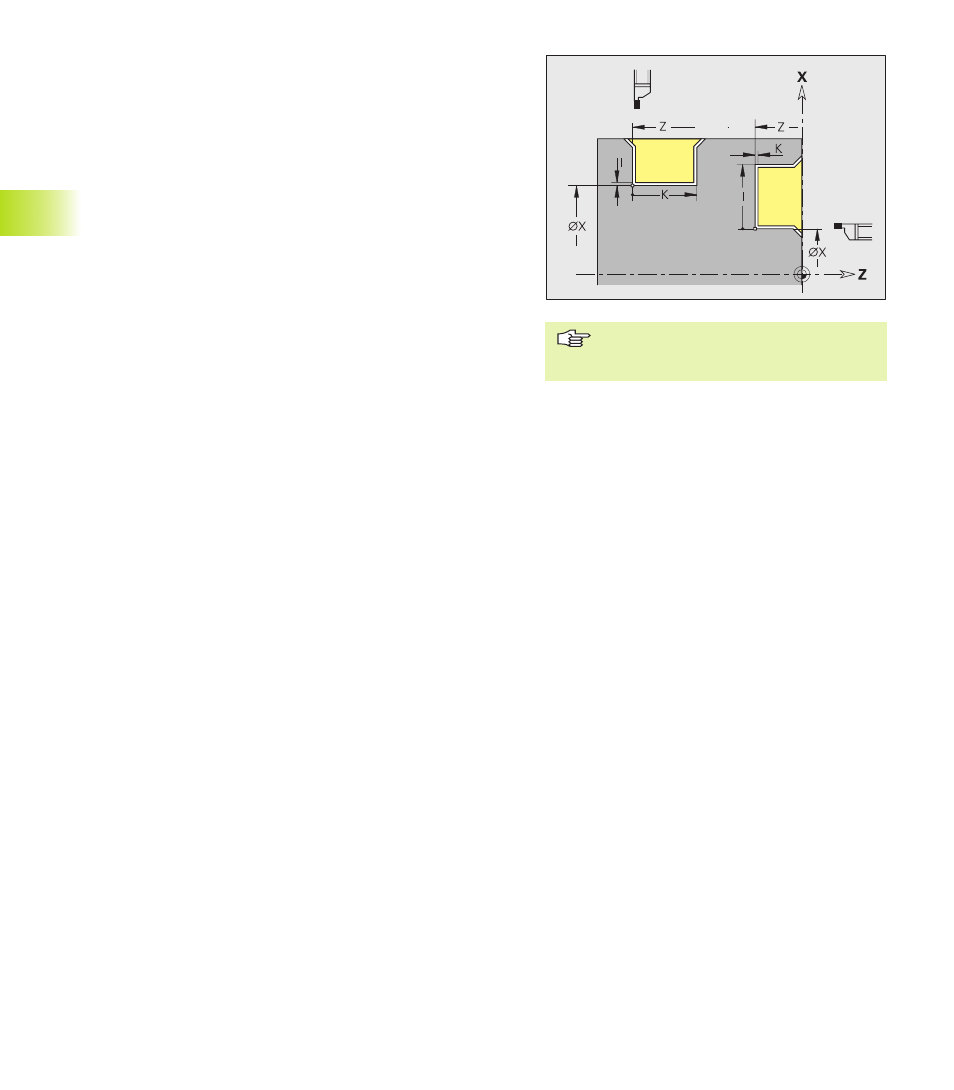
Obróbka wgł bna G86
G86 wytwarza proste radialne i osiowe wytoczenia z fazkami. CNC
PILOT ustala radialne/osiowe lub wewn trzne/zewn trzne
podci cia na podstawie ”położenia narz dzia”.
Zaprogramowany "naddatek K": najpierw podci cie wst pne,
potem podcinanie na gotowo (obróbka wykańczaj ca)
G86 wytwarza fazki po bokach wytoczenia. Prosz odpowiednio
pozycjonować narz dzie przed wytoczeniem, jeśli nie chcemy
powstawania fazek. Obliczanie pozycji startu XS (wymiar
średnicy):
XS = XK + 2 * (1,3 – b)
XK:
Srednica konturu
b:
szerokość fazki
Przebieg cyklu
1 oblicza rozdzielenie skrawania – maksymalne przesuni cie:
SBF * szerokość ostrza (SBF: patrz parametr obróbkowy 6)
2 najeżdża równolegle do osi na biegu szybkim i w odst pie
bezpieczeństwa
3 podcina – przy uwzgl dnieniu naddatku na obróbk
wykańczaj c
4 bez naddatku na obróbk wykańczaj c : zatrzymuje si na
czas ”E”
5 powraca i dokonuje ponownego dosuwu
6 powtarza 2...4, aż wytoczenie zostanie wytworzone
7 z naddatkiem na obróbk wykańczaj c : obrabia na gotowo
wytoczenie
8 powraca równolegle do osi na biegu szybkim do punktu startu
Parametr
X, Z: punkt narożny podstawy (wymiar średnicy X)
radialne wytoczenie:
I:
naddatek
■
I>0: naddatek (podci cie wst pne i obróbka
wykańczaj ca)
■
I=0: bez obróbki wykańczaj cej
K:
szerokość przeci cia– brak wpisu: nast puje suw podcinania
(szerokość przeci cia = szerokość narz dzia)
osiowe wytoczenie:
I:
szerokość przeci cia– brak wpisu: nast puje suw podcinania
(szerokość przeci cia = szerokość narz dzia)
K:
naddatek
■
K>0: naddatek (podci cie wst pne i obróbka
wykańczaj ca)
■
K=0: bez obróbki wykańczaj cej
E
Czas zwłoki (czas wyjścia z materiału) – default: okres
trwania jednego obrotu
■
z naddatkiem na obróbk wykańczaj c : tylko przy
obróbce wykańczaj cej
■
bez naddatku na obróbk wykańczaj c : przy każdym
przeci ciu
■
korekcja promienia ostrza: zostanie
wykonana
■
naddatki: nie zostaj wliczone
4.7 Cykle toczenia