8 cykle gwintowania – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 152
4 DIN PLUS
140
Cykl gwintowania G31
G31 wytwarza zdefiniowane przy pomocy G24 , G34 lub G37 Geo
proste, poł czone łańcuchowo lub wielozwojowe gwinty.
Gwint zewn trzny lub wewn trzny zostaje rozpoznawany na
podstawie definicji narz dzia. Przejścia gwintowania zostaj
obliczone na podstawie gł bokości gwintu, ”dosuwu I" i "rodzaju
dosuwu V".
Parametr
NS: Numer wiersza (referencja na element bazowy G1 Geo opisu
konturu gwintu; przy poł czonych gwintach jest to numer
wiersza pierwszego elementu bazowego)
I:
maksymalny dosuw
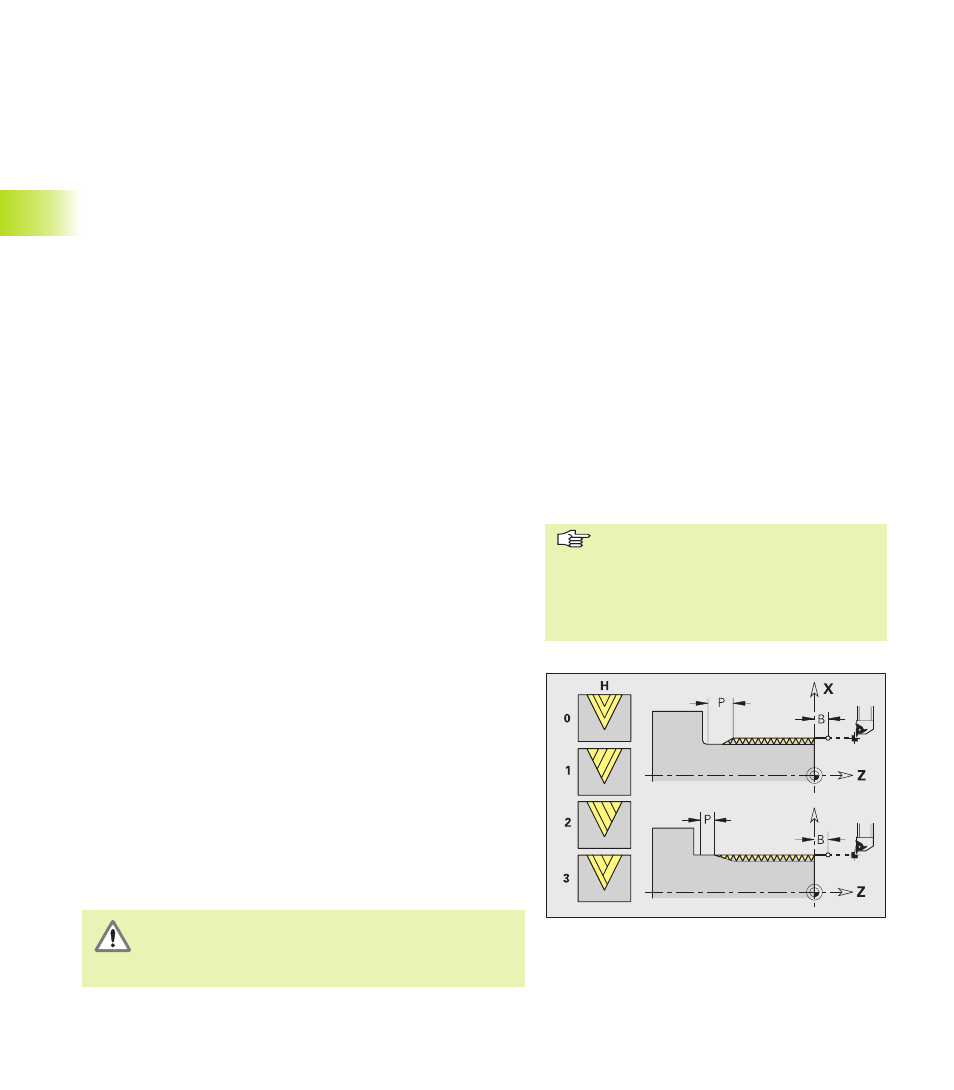
B, P: Długość dobiegu, długość wybiegu – brak wpisu: długość
zostaje ustalona na podstawie leż cych obok podci ć i
przeci ć. Brak podci cia/przeci cia: "długość dobiegu
gwintu, długość wybiegu gwintu” z parametru obróbkowego 7.
D:
Kierunek skrawania (baza: kierunek definicji elementu
bazowego) – default: 0;
■
D=0: ten sam kierunek
■
D=1: kierunek przeciwny
V:
Rodzaj dosuwu – default: 0;
■
V=0: stały przekrój warstwy skrawanej przy wszystkich
przejściach
■
V=1: stały dosuw
■
V=2: z podziałem pozostałych do wykonania przejść –
pierwszy dosuw = "reszta" z dzielenia gł bokość gwintu/
gł bokość przejścia. "Ostatnie skrawanie” zostaje
podzielone na 1/2 , 1/4 , 1/8 i 1/8 przejścia.
■
V=3: dosuw zostaje obliczony ze skoku i pr dkości obrotowej
H:
Rodzaj przesuni cia (dosuw dla wygładzania boków zarysu
gwintu) – default: 0
■
H=0: bez przesuni cia
■
H=1: przesuni cie od lewej
■
H=2: przesuni cie od prawej
■
H=3: przesuni cie na zmian z prawej/z lewej
Q:
Liczba pustych przejść po ostatnim skrawaniu (dla
zredukowania nacisku skrawania w dnie gwintu) default: 0
C:
K t startu (pocz tek gwintu leży zdefiniowany do nie
obrotowosymetrycznych elementów konturu) – default: 0
4.8 Cykle gwintowania
Suport potrzebuje rozbiegu przed właściwym gwintem, aby
osi gn ć zaprogramowan pr dkość posuwu i wybiegu (wybieg)
na końcu gwintu aby wyhamować suport.
Jeśli rozbieg/wybieg gwintu jest za krótki, to może ucierpieć na
tym jakość wyrobu. CNC PILOT wyświetla w tym przypadku
komunikat.
4.8 Cykle gwintowania
Długość dobiegu: BA > 0,75 * (F*S)ř / a + 0,15
Długość wybiegu: BE > 0,75 * (F*S)ř / e + 0,15
BA:
minimalna długość dobiegu
BE:
minimalna długość wybiegu
F:
Skok gwintu w mm/obrót
S:
Pr dkość obrotowa w obrotach/sekund
a, e: Przyśpieszenie w mm/sř
(patrz "Przyśpieszenie start wiersza/koniec
wiersza w parametrach maszynowych 1105, ...)
■
"Posuw stop" działa na końcu
nacinania gwintu.
■
Funkcja override posuwu nie działa.
■
Przy wył czonym sterowaniu
wst pnym prosz nie używać override
wrzeciona!
Przebieg cyklu
1 oblicza rozdzielenie skrawania
2 przemieszcza si diagonalnie na biegu szybkim
do ”wewn trznego punktu startu”, wynikaj cego
z ”długości dobiegu B” i odst pu
bezpieczeństwa
3 przeprowadza naci cie gwintu
4 powraca na biegu szybkim i dosuwa dla
nast pnego przejścia
5 powtarza 3...4 aż gwint zostanie wykonany
6 przeprowadza puste przejścia
7 powraca do ”wewn trznego punktu startu”
W przypadku kilkuzwojowych gwintów każdy skok
gwintu zostaje nacinany z t sam gł bokości
skrawania, zanim dokona si ponownego dosuwu.
Uwaga niebezpieczeństwo kolizji!
Przy zbyt dużej ”długości wybiegu P” może zaistnieć
niebezpieczeństwo kolizji. Operator sprawdza długość
wybiegu w symulacji.