6 polecenia obróbkowe – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 124
4 DIN PLUS
112
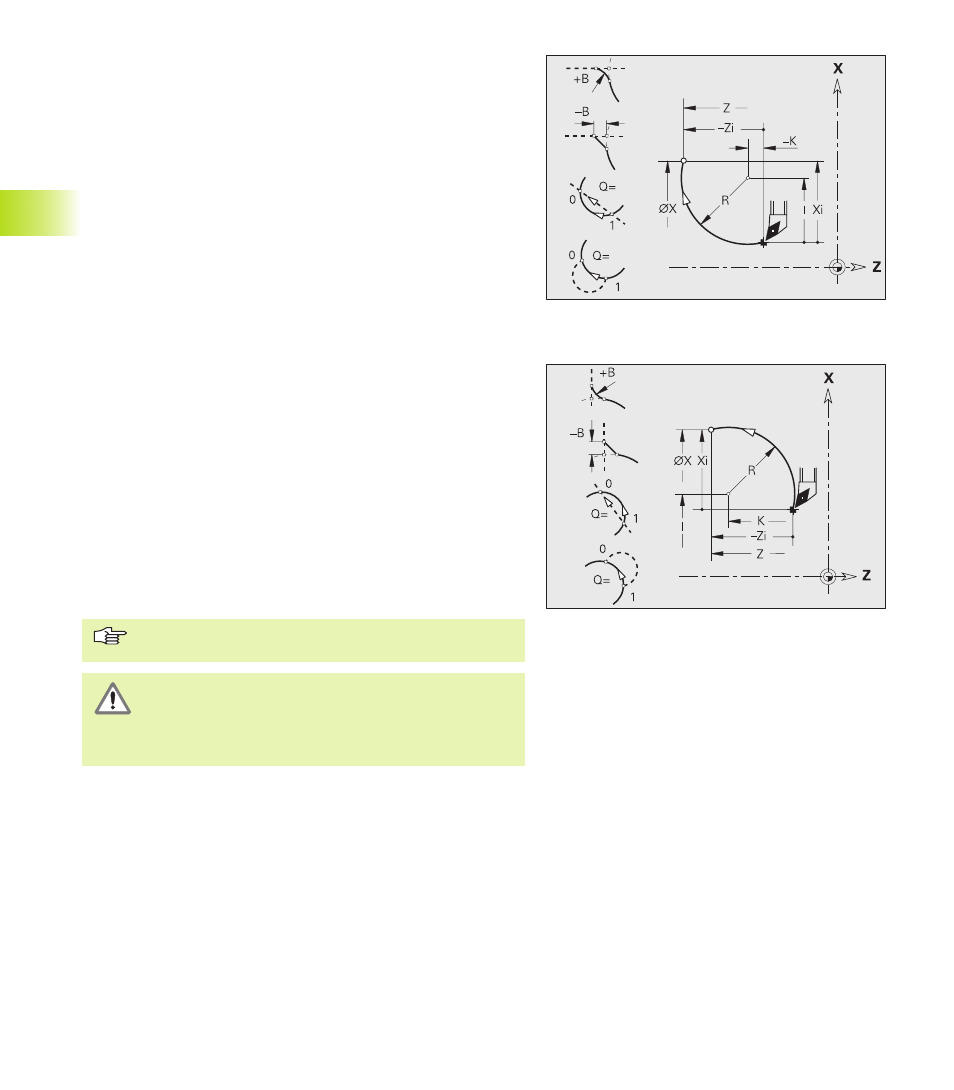
Przemieszczenie kołowe G13
Ruch kołowy
G2, G3 – przyrostowe wymiarowanie punktu środkowego
G12, G13 – absolutne wymiarowanie punktu środkowego
Narz dzie przemieszcza si kołowo z posuwem do ”punktu
końcowego”.
Kierunek obrotu: patrz rysunek pomocniczy.
Parametr
X, Z: Srednica, długość punkt końcowy ( X wymiar średnicy)
R:
Promień (0 < R <= 200 000 mm)
Q:
Wybór punktu przeci cia – default: Q=0. Punkt końcowy, jeśli
łuk kołowy przecina prost lub łuk kołowy.
■
Q=0: oddalony punkt przeci cia
■
Q=1: bliski punkt przeci cia
B:
”Fazka/zaokr glenie –” przejście do nast pnego elementu
konturu. Prosz zaprogramować teoretyczny punkt końcowy,
jeśli podajemy fazk /zaokr glenie.
■
B brak wpisu: tangencjalne przejście
■
B=0: nie tangencjalne przejście
■
B>0: promień zaokr glenia
■
B<0: szerokość fazki
E:
Współczynnik posuwu specjalnego dla fazki/zaokr glenia
(0 < E <= 1) – default: 1
(posuw specjalny = aktywny posuw * E)
G2, G3 – punkt środkowy przyrostowo:
I, K: Punkt środkowy (odst p punktu startu – punktu środkowego;
I wymiar promienia)
G12, G13 – punkt środkowy absolutnie:
I, K: Punkt środkowy (I wymiar promienia)
Z osi Y: patrz podr cznik obsługi "CNC PILOT 4290 z osi Y”
Programowanie X, Z: absolutnie, przyrostowo,
samozachowawczo lub "?"
Uwaga niebezpieczeństwo kolizji!
Jeśli parametry adresowe zostaj obliczane z ”V
zmiennymi”, to dokonywane jest tylko ograniczone
sprawdzanie. Prosz upewnić si , że wartości
zmiennych daj łuk kołowy.
Przemieszczenie kołowe G2
4.6 Polecenia obróbkowe