12 interakcyjne gener owanie planu pracy (iag) – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 304
6 TURN PLUS
292
Końcowa obróbka zgrubna (usuwanie materiału)
– równolegle do konturu
Parametr
P:
Gł bokość skrawania (maksymalny dosuw)
A:
K t najazdu (baza: oś Z)
■
wzdłuż: default 0°/180° (równolegle do osi Z)
■
plan: default 90°/270° (prostopadle do osi Z)
W:
K t odjazdu (W): baza: oś Z
■
wzdłuż: default 90°/270° (prostopadle do osi Z)
■
planowo: default 0°/180° (równolegle do osi Z)
X, Z:
Ograniczenie skrawania
Rodzaj naddatku nastawić: poprzez softkey
I, K:
różne naddatki wzdłuż/plan
I:
stały naddatek – generuje "naddatek G58" przed cyklem
Pogł bianie: obrabianie opadaj cych konturów ?
■
tak
■
nie
E:
zredukowany posuw pogł biania przy opadaj cych
konturach
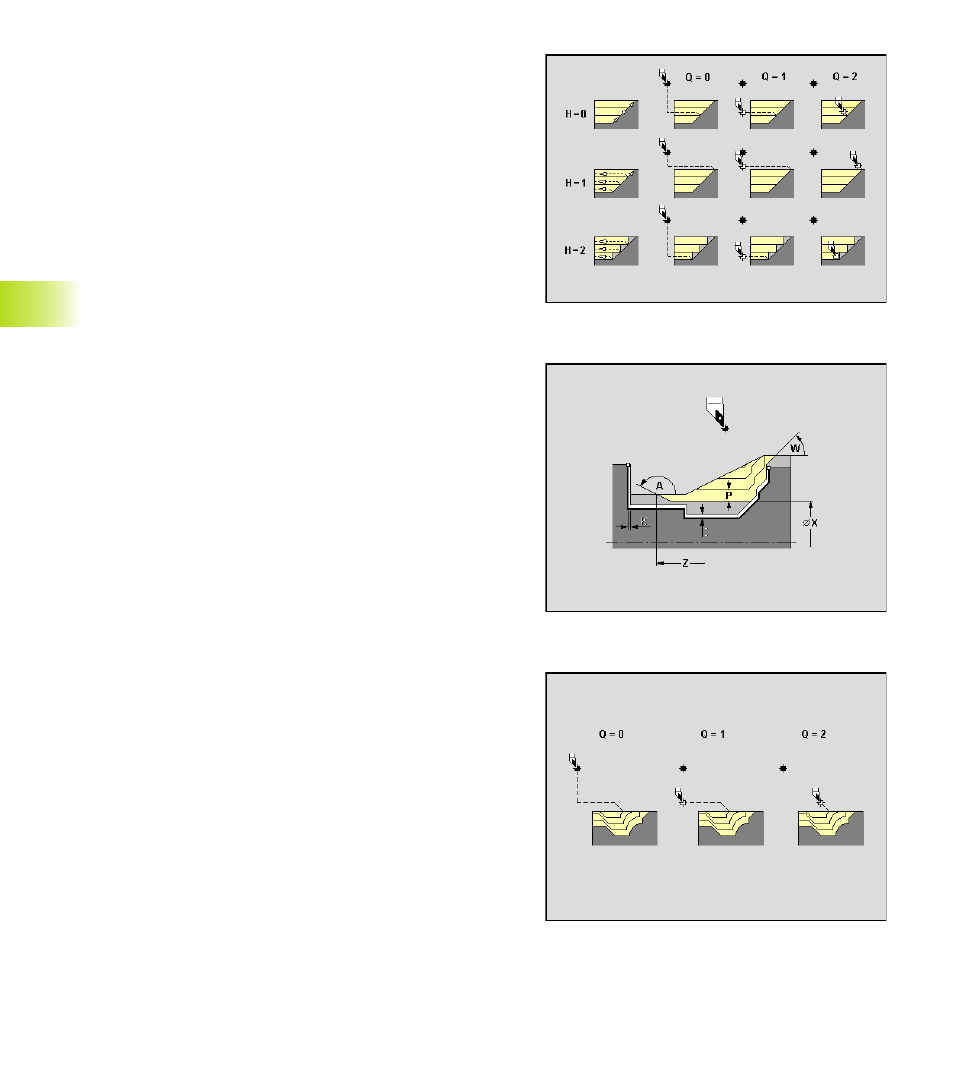
H:
Rodzaj odjazdu – rodzaj wygładzania konturu
■
H=0: skrawa po każdym przejściu wzdłuż konturu
■
H=1: wznosi si pod k tem 45°; wygładzanie konturu po
ostatnim przejściu
■
H=2: wznosi si pod k tem 45° – bez wygładzania
konturu
Q:
Swobodne przemieszczenie przy końcu cyklu
■
Q=0: powrót do punktu startu
wzdłuż: najpierw kierunek X potem Z
planowo: najpierw kierunek Z potem X
■
Q=1: pozycjonuje przed gotowym konturem
■
Q=2: wznosi si na odst p bezpieczeństwa i zatrzymuje
Obróbka podci cia (patrz tabela softkey)
H:
Rodzaj odjazdu – rodzaj wygładzania konturu
■
H=0: skrawa po każdym przejściu wzdłuż konturu
■
H=1: wznosi si pod k tem 45°; wygładzanie konturu po
ostatnim przejściu
■
H=2: wznosi si pod k tem 45° – bez wygładzania
konturu
Q:
Swobodne przemieszczenie przy końcu cyklu
■
Q=0: powrót do punktu startu
wzdłuż: najpierw kierunek X potem Z
planowo: najpierw kierunek Z potem X
■
Q=1: pozycjonuje przed gotowym konturem
■
Q=2: wznosi si na odst p bezpieczeństwa i zatrzymuje
Obróbka podci cia (patrz tabela softkey)
6.12 Interakcyjne gener
owanie planu pracy (IAG)