5 parametry obróbki – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 377
HEIDENHAIN CNC PILOT 4290
365
7.5 Parametry obróbki
Obróbka wykańczaj ca – analiza obróbki
■
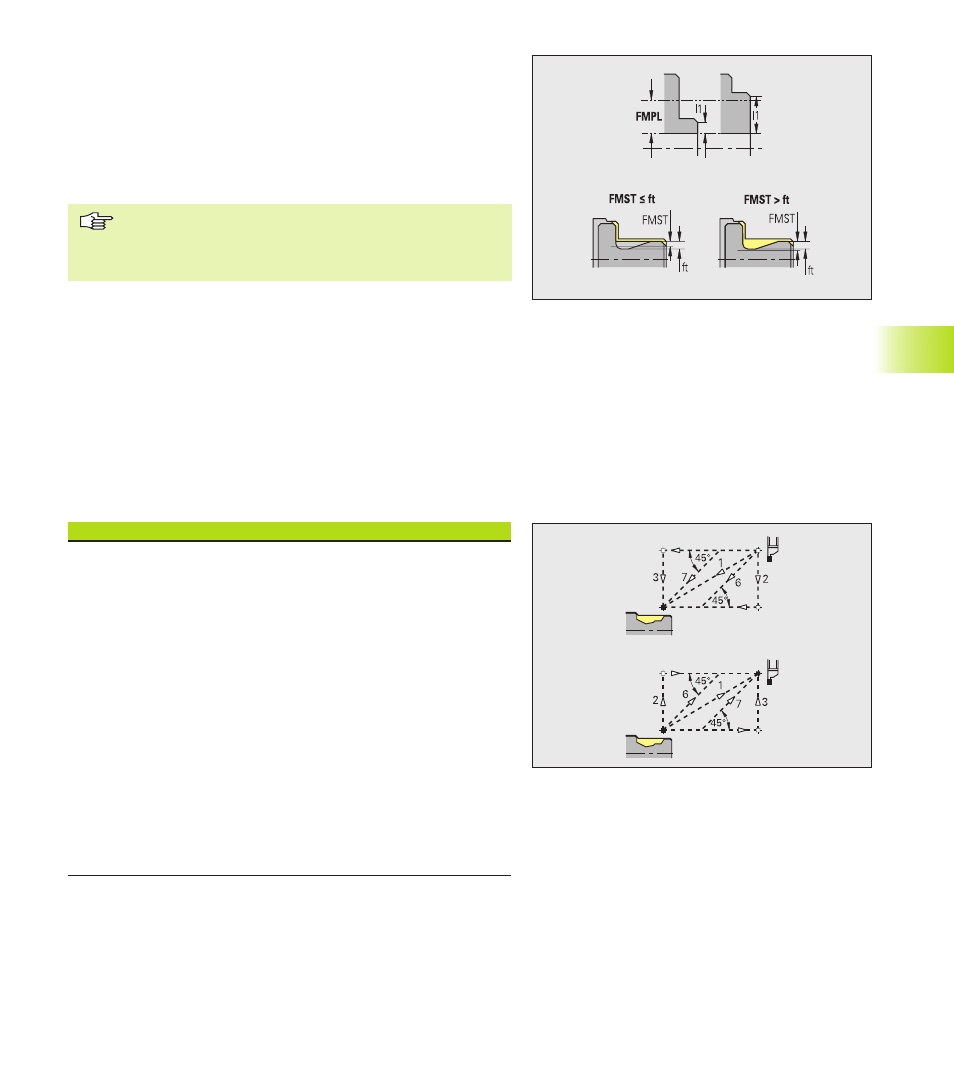
Minimalna długość planowa [FMPL] " TURN PLUS bada
leż cy na samym przodzie element konturu zewn trznego
przeznaczonego do obróbki wykańczaj cej. Obowi zuje:
■
cz ść gotowa z konturem wewn trznym:
■
FMPL >= l1: bez specjalnego przejścia planowego
■
FMPL < l1: ze specjalnym przejściem planowym
■
cz ść gotowa bez konturu wewn trznego: zawsze ze
specjalnie przejściem planowym
■
Specjalne przejście planowe zostaje przeprowadzone
od zewn trz do wewn trz.
■
”Odchylenie k ta planowego PWA” nie ma wpływu na
analiz elementów planowych.
■
Maksymalna gł bokość obróbki wykańczaj cej [FMST] "
definiuje dopuszczaln gł bokość zagł bienia dla
nieobrobionych naci ć. Cykl obróbki wykańczaj cej (G890)
decyduje na podstawie tego parametru, czy naci cia (forma E,
F, G) zostaj obrobione w zabiegu obróbki wykańczaj cej
konturu. Obowi zuje:
■
FMST > ft: z obróbk naci ć (ft: gł bokość naci cia)
■
FMST <= ft: bez obróbki naci cia
■
Liczba obrotów przy fazce lub zaokr gleniu (FMUR] " posuw
zostaje tak zredukowany, że przynajmniej FMUR obroty zostan
wykonane (analiza: cykl obróbki wykańczaj cej G890).
6 – Nacinanie i toczenie poprzeczneg konturu
Nacinanie – najazd i odsuw
■
dosuw nacinanie zewn trzne [ANESA]
■
dosuwanie nacinanie wewn trzne [ANESI]
■
odsuwanie nacinanie zewn trzne [ABESA]
■
odsuwanie nacinanie wewn trzne [ABESI]
Toczenie poprzeczne konturu dosuwanie i odsuwanie
■
dosuwanie toczenie poprzeczne konturu zewn trz [ANKSA]
■
dosuwanie toczenie poprzeczne konturu wewn trz [ANKSI]
■
odsuwanie toczenie poprzeczne konturu zewn trz [ABKSA]
■
odsuwanie toczenie poprzeczne konturu wewn trz [ABKSI]
Rodzaj najazdu/odjazdu:
■
1: X i Z kierunek jednocześnie
■
2: najpierw X potem Z kierunek
■
3: najpierw Z potem X kierunek
■
6: ci gni cie razem, X przed Z kierunkiem
■
7: ci gni cie razem, Z przed X kierunkiem
Przemieszczenia dosuwu i odsuwu nast puj na biegu szybkim
(G0).