2 kolejność obróbki, 13 automatyczne gener owanie planu pracy (aag) – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 323
HEIDENHAIN CNC PILOT 4290
311
6.13.2 Kolejność obróbki
W tej kolejności, w której s zestawione zabiegi
obróbkowe, TURN PLUS analizuje kontur. Przy tym
zostaj określone przeznaczone do obróbki
obszary i parametry narz dzi. Analiza konturu
zostaje przeprowadzona przy pomocy parametrów
obróbkowych.
TURN PLUS rozróżnia wśród zabiegów
obróbkowych:
■
obróbk główn
■
obróbk pomocnicz (podobróbk )
■
miejsce (miejsce obróbki)
"Subobróbka" i "miejsce obróbki" "udoskonalaj "
specyfikacj obróbki. Jeśli nie podamy subobróbki/
miejsca obróbki, to AAG generuje bloki obróbki dla
wszystkich rodzajów subobróbki/miejsc obróbki.
Poniższa tabela wskazuje zalecane kombinacje
"obróbka główna – subobróbka – miejsce obróbki" i
wyjaśnia sposób pracy AAG.
Dalszymi miarodajnymi wielkościami dla
generowania planu pracy s :
■
geometria konturu
■
atrybuty konturu
■
dysponowalność narz dziami
■
parametry obróbki
AAG nie generuje bloków roboczych, jeżeli
konieczna obróbka wst pna nie została
zakończona, narz dzie nie znajduje si w
dyspozycji lub wyst puj wszystkie opisane
sytuacje. TURN PLUS pomija mało sensowne
zabiegi obróbkowe/ kolejności obróbki.
Obróbka stron tylnych (pełna obróbka
przedmiotu)
Obróbka stron tylnych zostaje zainicjalizowana
przy pomocy obróbki głównej i subobróbki
"obcinanie – pełna obróbka" oraz "zmiana
zamocowania – pełna obróbka".
■
Operator może po "okrawaniu ... / zmianie
zamocowania ..." zdefiniować dalsze zabiegi
obróbkowe dla obróbki stron tylnych.
■
Jeśli operator nie definiuje dalszych zbiegów
obróbkowych po "obcinaniu ... / zmianie
zamocowania ...", to TURN PLUS używa
kolejności obróbki strony przedniej także dla
obróbki strony tylnej.
6.13 Automatyczne gener
owanie planu pracy (AAG)
Ci g dalszy na nast pnej stronie
■
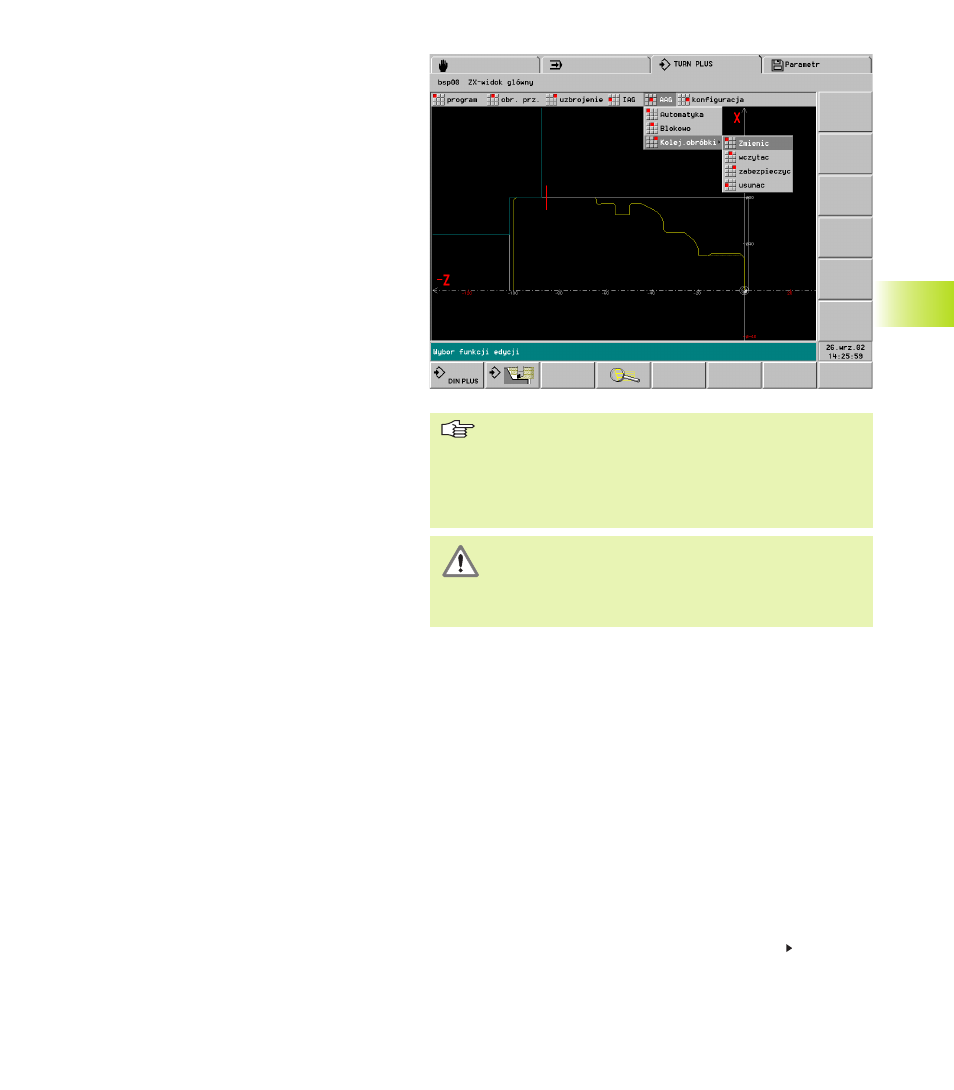
TURN PLUS korzysta zawdze z aktualnej kolejności
obróbki . ”Aktualn kolejność pracy” można zmienić lub
poprzez wczytanie innej kolejności obróbki nadpisać.
" Także jeśli wczytujemy ”pełny program” i generujemy
nowy plan pracy, to aktualna kolejność obróbki brana
jest za podstaw .
Uwaga niebezpieczeństwo kolizji!
TURN PLUS nie uwzgl dnia przy obróbce wierceniem i
frezowaniem stanu obróbki toczeniem. Prosz zwrócić
uwag na kolejność obróbki ”obróbka toczeniem przed
obróbk wierceniem i frezowaniem”.