8 obróbka wałów, 16 wskazówki dotyczce obróbki – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 342
6 TURN PLUS
330
6.16.8 Obróbka wałów
TURN PLUS wspomaga w przypadku cz ści wału dodatkowo do
obróbki standardowej, obróbk strony tylnej konturu
zewn trznego. Tym samy można obrabiać wały w jednym
zamocowaniu.
TURN PLUS nie wspomaga cofanie konika i nie sprawdza sytuacji
zamocowania.
Kryterium dla "wału": obrabiany przedmiot jest zamocowany po
stronie wrzeciona i konika.
Uwaga niebezpieczeństwo kolizji!
TURN PLUS nie sprawdza sytuacji kolizyjności przy
obróbce planowej lub przy pracy na stronie czołowej i
tylnej.
Strefy ochrony dla obróbki wierceniem i frezowaniem
■
TURN PLUS obrabia kontury wiercenia i frezowania na
powierzchniach planowych (strona czołowa i tylna) pod
nast puj cymi warunkami:
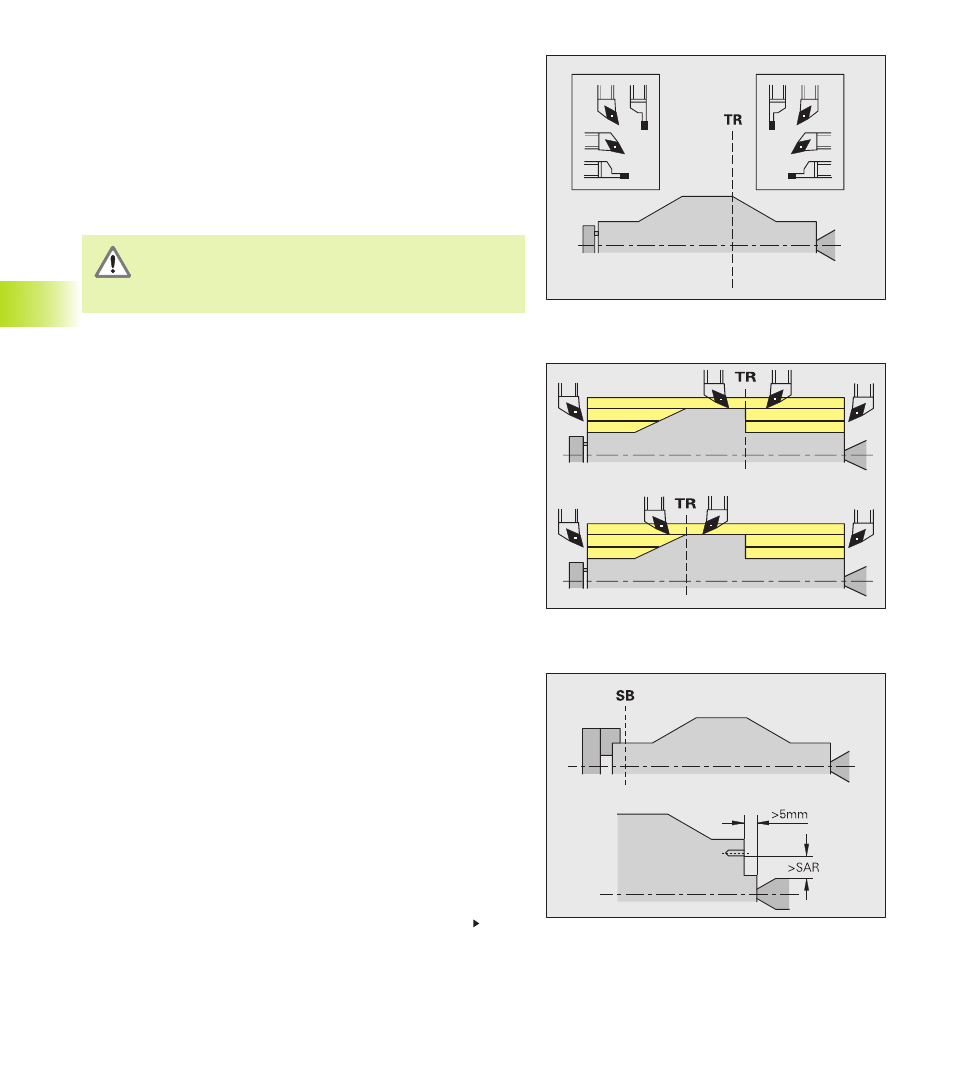
■
(poziomy) odst p do powierzchni planowej musi być > 5 mm
lub
■
odst p pomi dzy mocowadłem i konturem wiercenia/
frezowania musi być
> SAR (SAR: patrz parametr obróbki 2).
■
Jeśli wał jest zamocowany od strony wrzeciona w szcz kach, to
TURN PLUS uwzgl dnia ograniczenie skrawania (SB).
Ci g dalszy na nast pnej stronie
6.16 Wskazówki dotyczce obróbki
Punkt rozdzielaj cy (TR)
Punkt rozdzielaj cy dzieli obrabiany przedmiot na przedni i tylny
obszar. Jeśli nie podamy punktu rozdzielaj cego, to TURN PLUS
umiejscowi go na przejściu najwi kszej średnicy mniejszej. Punkty
rozdzielaj ce należy umiejscowić na narożach zewn trznych.
Narz dzia do obróbki
■
przedniego obszaru: kierunek głównej obróbki "– Z"; lub przede
wszystkim "lewe" przecinaki i gwintowniki, etc.
■
tylnego obszaru: kierunek głównej obróbki "+ Z"; lub przede
wszystkim "prawe" przecinaki lub gwintowniki, etc.
Wyznaczenie/zmiana punktu rozdzielaj cego: patrz "6.9.5 Punkty
rozdzielaj ce"