7 cykle toczenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 147
HEIDENHAIN CNC PILOT 4290
135
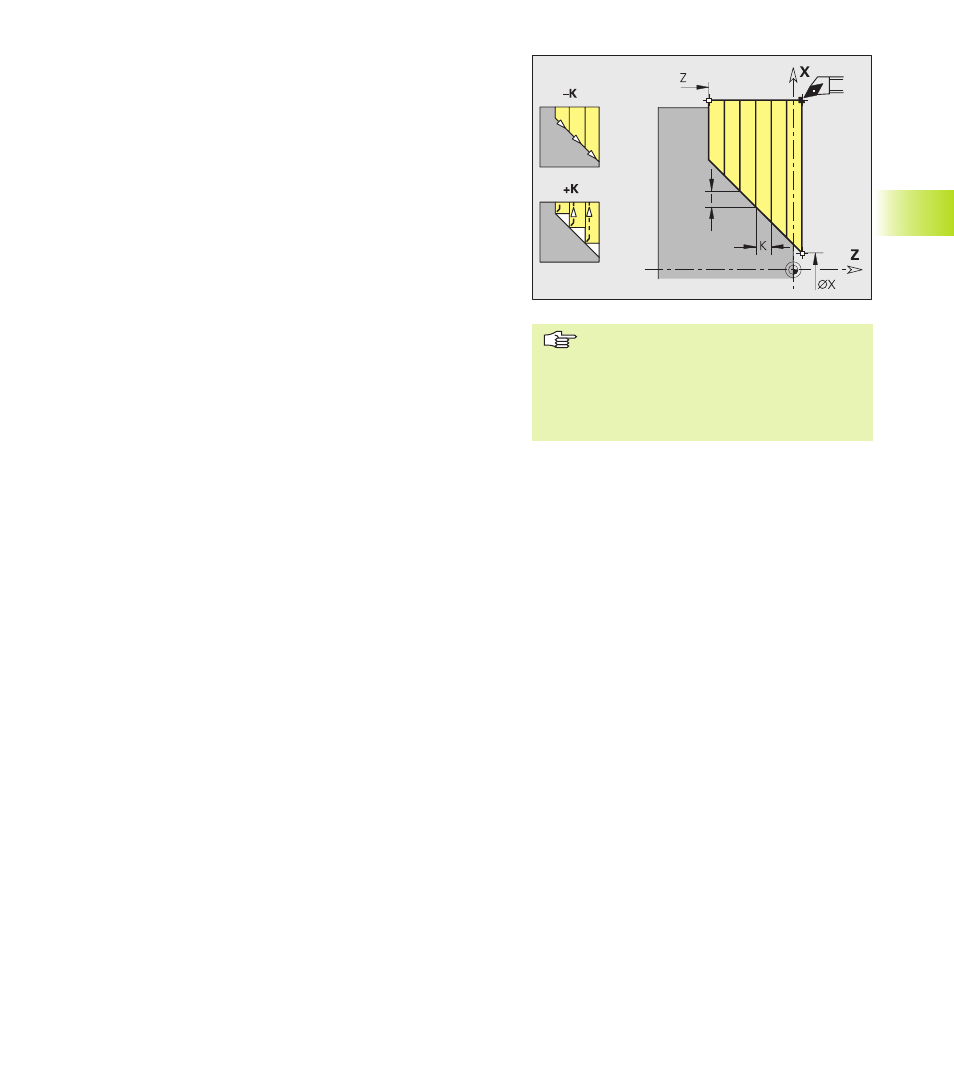
Toczenie planowe proste G82
G82 skrawa (obrabia zgrubnie) opisany poprzez aktualn pozycj
narz dzia i ”X, Z” obszar konturu. W przypadku powierzchni
ukośnej prosz zdefiniować k t przy pomocy I i K.
CNC PILOT rozpoznaje obróbk zewn trzn /wewn trzn na
podstawie położenia punktu docelowego.
Rozdzielenie skrawania zostaje tak obliczone, iż unika si przejść
ściernych i obliczony dosuw jest <= "maksymalnego dosuwu K".
Naddatki:
■
G57 naddatki
■
zostaj obliczone z właściwym znakiem liczby (dlatego też
naddatki przy obróbce wewn trznej nie s możliwe)
■
działaj również po zakończeniu cyklu
■
G58 naddatki: nie zostaj obliczone
Przebieg cyklu
1 oblicza rozdzielenie skrawania (dosuw)
2 dosuwa wychodz c z punktu startu równolegle do osi dla
pierwszego przejścia
3 przemieszcza z posuwem do punktu docelowego X
4 zależne od "znaku liczby K":
■
K<0: skrawa wzdłuż konturu
■
K>0: podnosi pod k tem 45° o 1 mm
5 powraca na biegu szybkim i dosuwa dla nast pnego przejścia
6 powtarza 3...5, aż ”punkt docelowy Z" zostanie osi gni ty
7 przemieszcza si na:
■
X – punkt startu cyklu
■
Z – ostatni współrz dn wzniosu
Parametr
X/Z: punkt docelowy konturu ( wymiar średnicy X)
I:
Przesuni cie w kierunku X – default: 0
K:
maksymalny dosuw
■
K<0: z wygładzaniem konturu
■
K>0: bez wygładzania konturu
Q:
Współcz. G dosuw – default: 0
■
0: dosuw z G0 (bieg szybki)
■
1: dosuw z G1 (posuw)
■
Programowanie X, Z: absolutnie,
przyrostowo lub samozachowawczo
■
Korekcja promienia ostrza: nie
zostaje przeprowadzona
■
Odst p bezpieczeństwa po każdym
przejściu : 1mm.
4.7 Cykle toczenia