4 zatrzymanie dokładnościowe, 5 punkty rozdzielaj ce, 9 przyporzdkowanie atrybutów – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 280
6 TURN PLUS
268
Wysokość nierówności
Chropowatość zostaje oceniana przy obróbce wykańczaj cej
(patrz także 4.5.4 Polecenia pomocnicze opisu konturu"). TURN
PLUS rozróżnia:
■
chropowatość (Rt) – ogóln chropowatość (wysokość profila)
■
średnia chropowatość (Ra)
■
uśredniona chropowatość (Rz)
Addytywna korekcja
CNC PILOT zarz dza 16 niezależnymi od narz dzia wartościami
korekcji. Tu definiujemy ”numer addytywnej korekcji”. Wartość
korekcji zostaje definiowana przy obróbce przedmiotu.
bez obróbki
Oddziaływanie atrybutu jest zależne od rodzaju obróbki:
■
obróbka zgrubna: Atrybut zostaje analizowany tylko przy
pierwszym/ostatnim elemencie konturu wewn trznego/
zewn trznego. Elementy formy nie zostaj obrabiane.
■
obróbka wykańczaj ca: Zaznaczone elementy nie zostan
wykańczane.
■
wiercenie wst pne: atrybut nie zostaje uwzgl dniany.
■
przecinanie:Zaznaczone przeci cia nie zostaj obrabiane.
■
obróbka gwintu: zaznaczone elementy gwintu nie zostaj
wykańczane i gwint nie zostaje nacinany.
■
centryczne wiercenie: Zaznaczone odwierty (elementy formy)
nie zostaj wiercone.
■
wiercenie: zaznaczone odwierty (dla obróbki C/Y) nie zostaj
obrabiane.
■
frezowanie: Zaznaczone kontury frezowania (dla obróbki C/Y)
nie zostaj obrabiane.
6.9.4 Zatrzymanie dokładnościowe
Zaznaczone elementy konturu zostaj obrabiane z ”zatrzymaniem
dokładnościowym” (patrz także 4.5.4 Polecenia pomocnicze opisu
konturu").
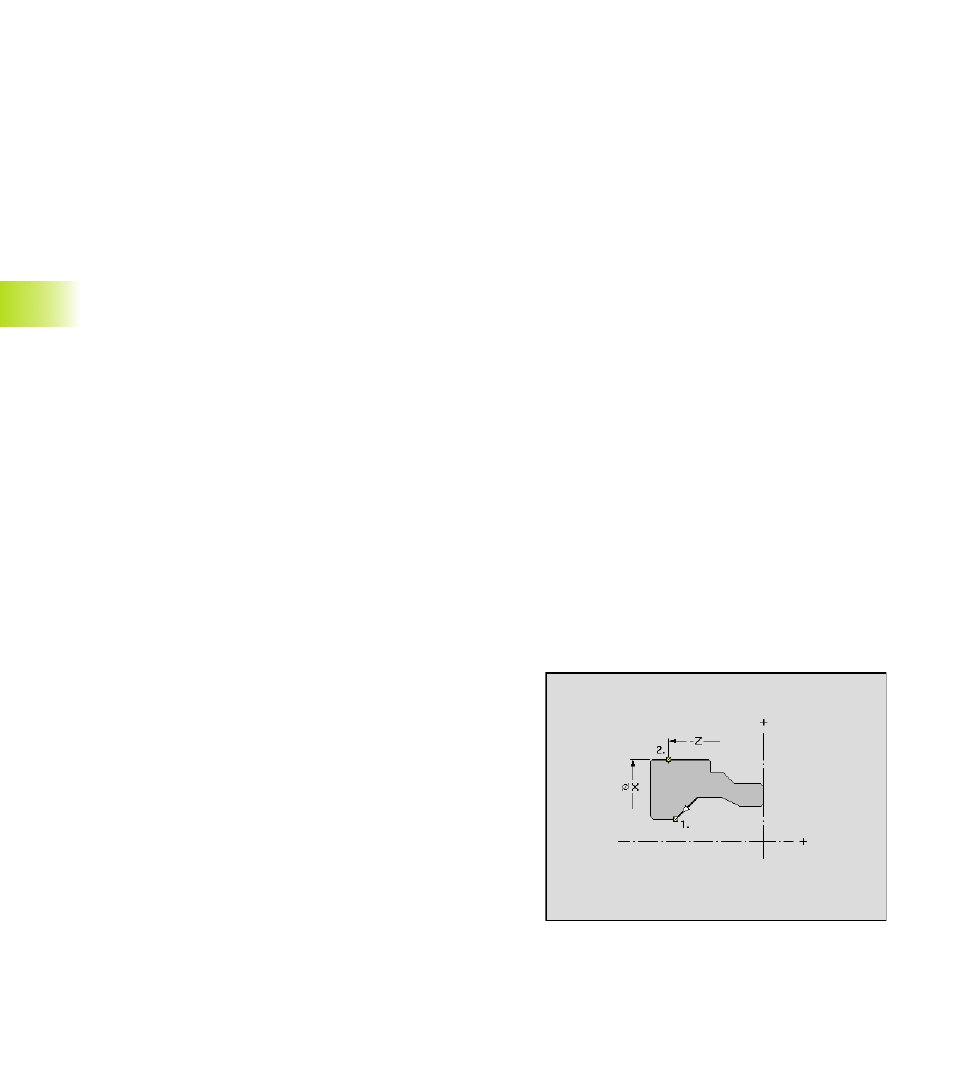
6.9.5 Punkty rozdzielaj ce
zostaj używane dla obróbki wałów lub obróbki w kilku
ustaleniach).
Po selekcji elementu TURN PLUS otwiera okno dialogowe "punkt
rozdzielaj cy".
Parametr
Pozycja:
■
usun ć: usuwa istniej cy punkt rozdzielaj cy (podział
elementu konturu pozostaje zachowany)
■
1. w punkcie docelowym: punkt rozdzielaj cy na końcu
elementu
■
2. na elemencie: punkt rozdzielaj cy leży na elemencie
X, Z:
Pozycja punktu rozdzielaj cego
6.9 Przyporzdkowanie atrybutów