7 nadzór obci żenia, 1 obróbka referencyjna, 7 nadzór obciżenia – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 66
3 Obsługa r czna i tryb automatyczny
54
3.7 Nadzór obciżenia
3.7.1 Obróbka referencyjna
Obróbka referencyjna (przyj cie wartości
zadanych) ustala maksymalny moment obrotowy i
prac każdej strefy nadzoru, wartości bazowe.
CNC PILOT przeprowadza obróbk referencyjn ,
jeśli:
■
brak ”parametrów nadzoru”.
■
operator wybierze w oknie dialogowym
”obróbka referencyjna” (po ”wyborze programu”)
”tak”.
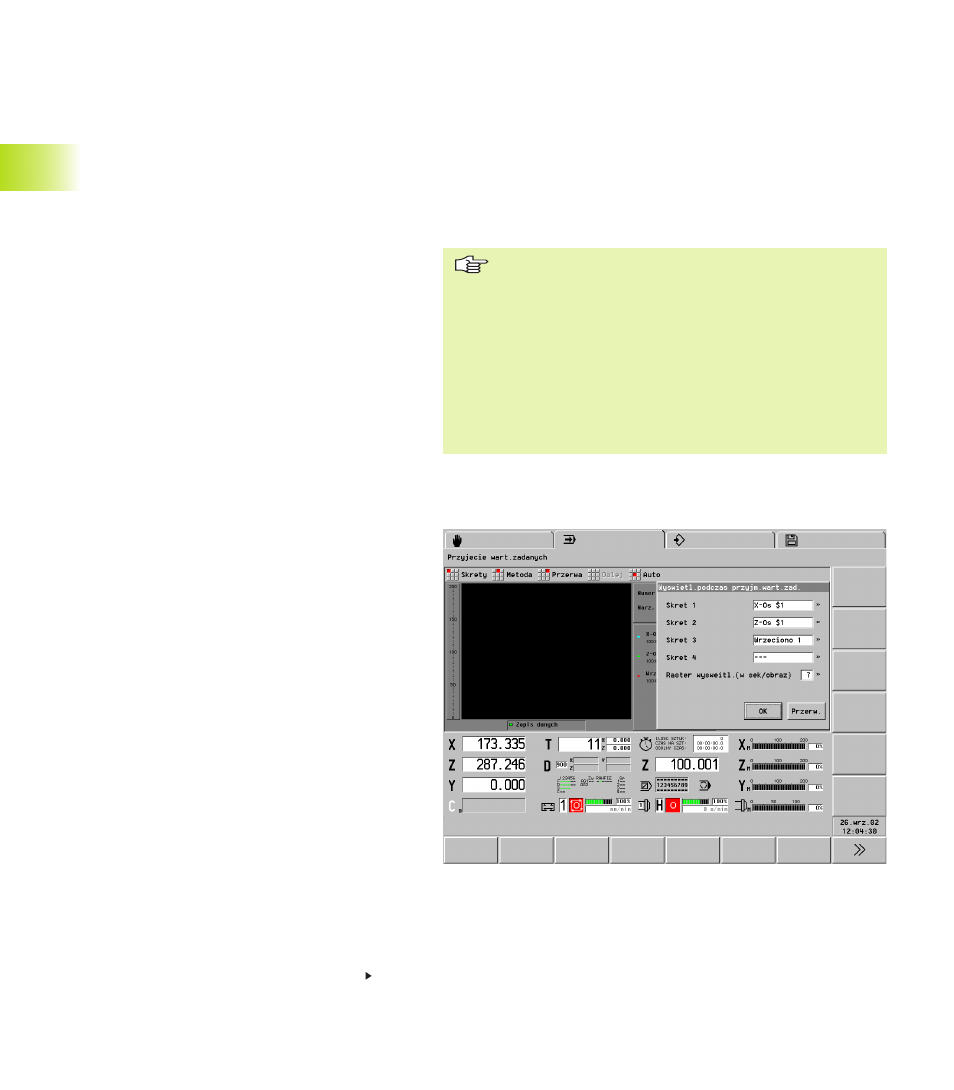
Wybór: "wska(zanie) – nadzorowanie obci żenia –
wskazanie" (tryb pracy Automatyka).
Podmenu "przyj cie wartości zadanych":
■
Punkt menu "krzywizny"
Prosz przyporz dkować polom wprowadzenia
”Krzywizna 1..4” poszczególne nap dy.
”Raster wyświetlenia” wpływa na dokładność i
szybkość prezentacji. ”Mały raster” zwi ksza
dokładność wyświetlania (wartości: 4, 9, 19, 39
sekund na obraz).
■
Grupa menu "Metoda"
■
Grafika liniowa: momenty obrotowe ukazać
poprzez oś czasu
Ci g dalszy na nast pnej stronie
3.7 Nadzór obci żenia
Przy wytwarzaniu z nadzorem obci żenia CNC
PILOT porównuje momenty obrotowe nap dów
wrzeciona i osi a także ”prac ” z wartościami,
ustalonymi przy ”ustaleniu wartości
referencyjnych”.
Przekroczenie ”wartości granicznej momentu
obrotowego 1” lub ”wartość graniczna pracy”
odznacza narz dzie jako ”zużyte”. Jeśli ”wartość
graniczna 2 momentu obrotowego” zostanie
przekroczona, to CNC PILOT zakłada p kni cie
narz dzia i zatrzymuje obróbk (posuw stop).
Przekroczenia wartości granicznej zostaj
zasygnalizowane jako komunikat o bł dach.
Nadzorowanie obci żenia odznacza zużyte
narz dzia w ”bity diagnozy narz dzia”. Jeśli
wykorzystujemy nadzorowanie okresu trwałości
narz dzia, to CNC PILOT przejmuje zarz dzanie
narz dziami zamiennymi (patrz "4.2.4
Programowanie narz dzi”). ”Bity diagnozy
narz dzia” można analizować i przetwarzać w
programie NC.
Jeśli pracujemy u nadzorem obci żenia, to określamy w programie
NC strefy nadzoru i definiujemy podlegaj ce nadzorowi nap dy
(G995). Wartości graniczne momentu obrotowego strefy
nadzorowania orientuj si na ustalonym przy obróbce
referencyjnej maksymalnym momencie obrotowym.
CNC PILOT sprawdza wartości momentu obrotowego i pracy w
cyklu interpolatora i ukazuje te wartości w rastrze czasowym,
wynosz cym 20 msek. Wartości graniczne zostaj obliczone z
wartości odniesienia i współczynnika wartości granicznych
(parametr sterowania 8). Wartości graniczne można później
zmienić w ”Edycja parametrów nadzoru”.
■
Prosz zwrócić uwag na zachowanie takich samych
warunków jak przy obróbce referencyjnej i późniejszym
wytwarzaniu (nakładanie posuwu, pr dkości obrotowej,
jakość narz dzi, itd.)
■
W jednej strefie nadzoru zostaj nadzorowane
maksymalnie cztery agregaty.
■
Przy pomocy "G996 rodzaj nadzorowania obci żenia”
sterujemy maskowaniem odcinków biegu szybkiego i
nadzorowanie poprzez moment obrotowy i/lub prac .
■
Graficzne i numeryczne wskazania nast puj
wzgl dnie do nominalnych momentów obrotowych.