5 parametry obróbki – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 370
7 Parametry
358
7.5 Parametry obróbki
Ci g dalszy na nast pnej stronie
AAG – definicja rodzaju najazdu: odpowiednie parametry obróbki;
pozycja zmiany: nastawiony punkt zmiany narz dzia
■
2: najazd punktu zmiany narz dzia z G14.
■
3: najazd obliczonej pozycji zmiany z G0 – TURN PLUS oblicza
na podstawie aktualnego i nast pnego narz dzia optymaln
pozycj zmiany
■
Ograniczenie pr dkości obrotowej [SMAX]: globalne
ograniczenie pr dkości obrotowej można zdefiniować w
”nagłówku programu” TURN PLUS programu nieco mniejsze
ograniczenie pr dkości obrotowej (patrz ”6.2.2 Nagłówek
programu”).
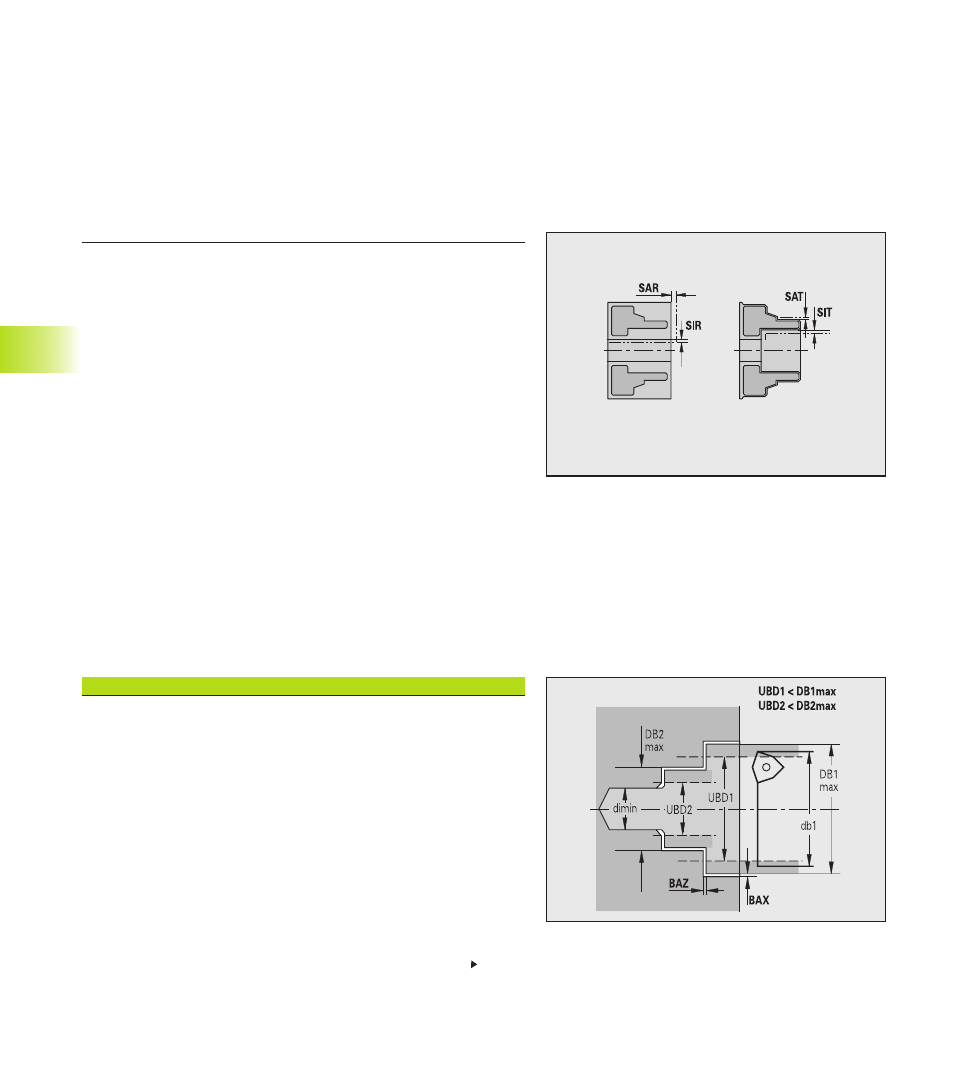
Globalne odst py bezpieczeństwa
■
zewn trz do cz ści nieobrobionej [SAR] odst p do
zewn trznej cz ści nieobrobionej
■
wewn trz do cz ści nieobrobionej [SIR] odst p od
wewn trznej cz ści nieobrobionej
■
zewn trz do obrabianej cz ści [SAT] odst p od
zewn trznego obrabianego wst pnie przedmiotu
■
wewn trz do obrabianej cz ści [SIT] odst p od
wewn trznego obrabianego wst pnie przedmiotu
TURN PLUS uwzgl dnia SAR/SIR przy wszystkich zabiegach
obróbkowych i przy centrycznym wierceniu wst pnym.
SAT/SIT obowi zuje przy obrabianych wst pnie przedmiotach dla:
■
obróbki na gotowo
■
toczenia poprzecznego
■
przecinania konturu
■
nacinania
■
nacinania gwintu
■
pomiaru
3 – Centryczne wiercenie wst pne
Wiercenie wst pne – wybór narz dzia, naddatki
Wiercenie wst pne nast puje w maksymalnie 3 etapach:
■
1. etap wiercenia wst pnego (średnica graniczna UBD1)
■
2. etap wiercenia wst pnego (średnica graniczna UBD2)
■
etap wiercenia na gotowo
■
1. średnica graniczna wiercenia [UBD1]
■
1. etap wiercenia wst pnego: jeśli UBD1 < DB1max
■
wybór narz dzia: UBD1 <= db1 <= DB1max
■
2. średnica graniczna wiercenia [UBD2]
■
2. etap wiercenia wst pnego: jeśli UBD2 < DB2max
■
wybór narz dzia: UBD2 <= db2 <= DB2max
■
wiercenie na gotowo nast puje przy: dimin <= UBD2
■
wybór narz dzia: db = dimin