6 przesuni cia punktu zerowego, 6 polecenia obróbkowe – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 128
4 DIN PLUS
116
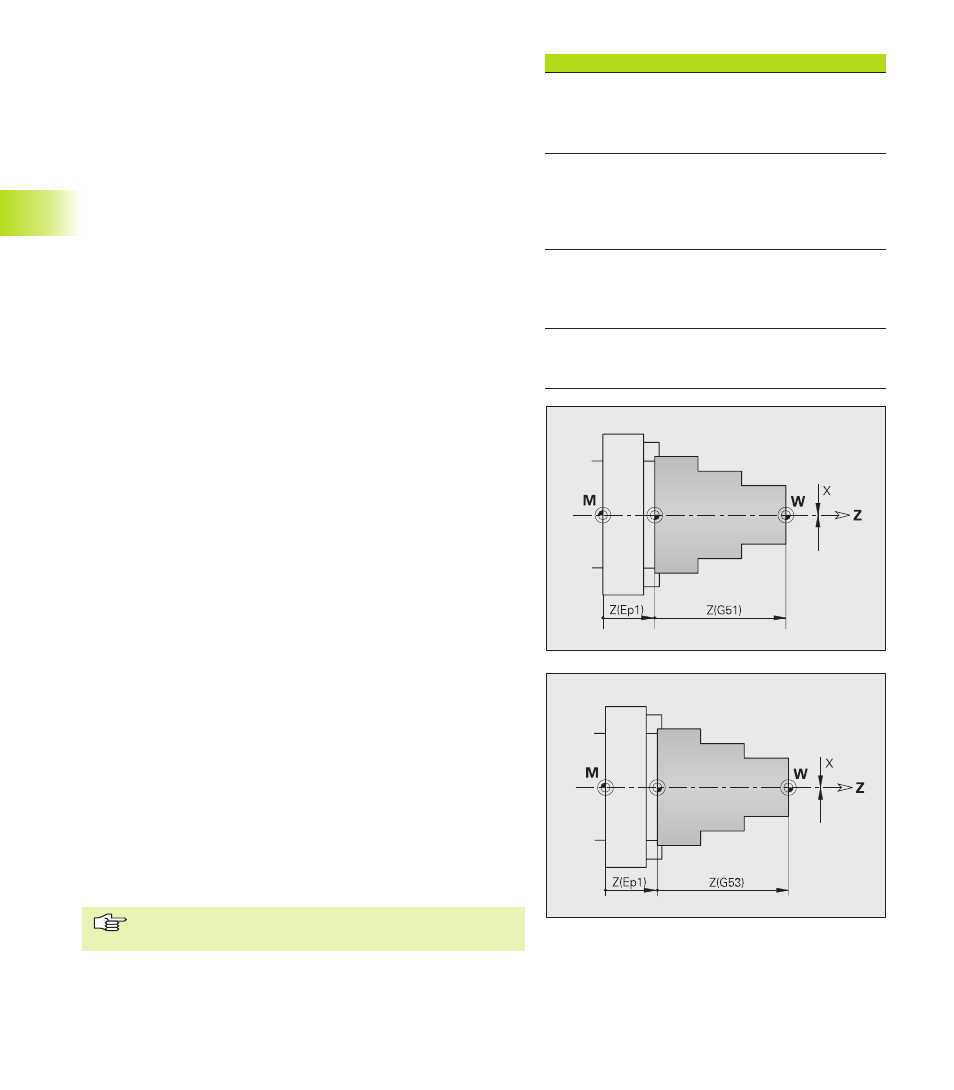
Przesuni cie punktu zerowego G51
Przesuwa punkt zerowy przedmiotu o "Z" (lub "X"). Przesuni cie
odnosi si do zdefiniowanego w trybie nastawienia punktu
zerowego obrabianego przedmiotu.
Nawet jeśli programujemy kilkakrotnie G51, to punktem
odniesienia pozostaje zdefiniowany w trybie nastawiania punkt
zerowy obrabianego przedmiotu.
Przesuni cie punktu zerowego jest ważne do końca programu,
albo jeśli zostanie ono anulowane poprzez inne przesuni cia
punktu zerowego.
Parametr
X, Z: Przesuni cie (X wymiar promienia) – default: 0
Zależne od parametrów przesuni cie punktu
zerowego G53, G54, G55
Przesuwa punkt zerowy przedmiotu o zdefiniowan w parametrach
nastawienia 3, 4, 5 wartość. Przesuni cie odnosi si do
zdefiniowanego w trybie nastawienia punktu zerowego
obrabianego przedmiotu.
Nawet jeśli programujemy G53, G54, G55 kilkakrotnie, to punktem
odniesienia pozostaje zdefiniowany w trybie nastawiania punkt
zerowy obrabianego przedmiotu.
Przesuni cie punktu zerowego obowi zuje do końca programu
albo aż zostanie ono anulowane przez inne przesuni cia punktu
zerowego.
Przesuni cie w X zostaje podane jako wymiar
promienia.
4.6.6
Przesuni cia punktu zerowego
Można programować w programie NC kilka przesuni ć punktu
zerowego. Relacje współrz dnych wzgl dem siebie (opis cz ści
nieobrobionej, cz ści gotowej, opis konturu pomocniczego) nie
maj wpływu na przesuni cia punktu zerowego.
G920 wył cza przejściowo przesuni cia punktu zerowego – G980
ponownie wł cza.
Przegl d
G51
n
wzgl dne przesuni cie
n
programowane przesuni cie
n
baza: ustalony punkt zerowy obrabianego
przedmiotu
G53, G54, G55
n
wzgl dne przesuni cie
n
przesuni cie z parametrów
nÿ
baza: ustalony punkt zerowy obrabianego
przedmiotu
G56
n
addytywne przesuni cie
n
programowane przesuni cie
n
baza: aktualny punkt zerowy obrabianego
przedmiotu
G59
n
absolutne przesuni cie
n
programowane przesuni cie
n
baza: punkt zerowy maszyny
4.6 Polecenia obróbkowe