15 programowanie zmiennych, 1 # zmienne, 15 pr ogramowanie zmiennych – HEIDENHAIN CNC Pilot 4290 Instrukcja Obsługi
Strona 187
HEIDENHAIN CNC PILOT 4290
175
4.15 Pr
ogramowanie zmiennych
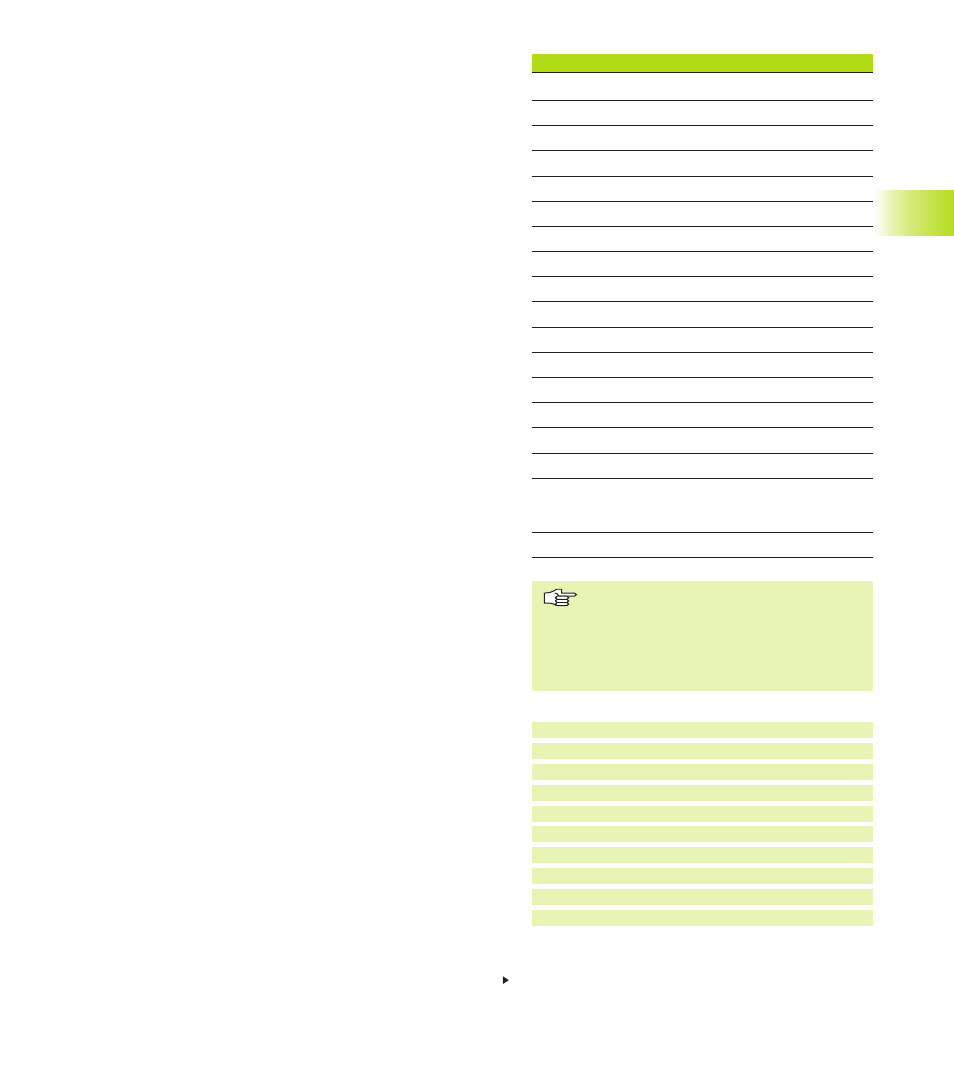
Syntaktyka funkcja matematyczna
+
dodawanie
–
odejmowanie
*
mnożenie
/
dzielenie
SQRT(...)
pierwiastek kwadratowy
ABS(...)
wartość absolutna
TAN(...)
tangens (w stopniach)
ATAN(...)
arcus tangens (w stopniach)
SIN(...)
sinus (w stopniach)
ASIN(...)
arcus sinus (w stopniach)
COS(...)
cosinus (w stopniach)
ACOS(...)
arcus cosinus (w stopniach)
ROUND(...) zaokr glanie
LOGN(...)
logarytm naturalny
EXP(...)
funkcja wykładnicza e
x
INT(...)
obcinanie miejsc po przecinku
tylko przy # zmiennych:
SQRTA(.., ..) Pierwiastek kwadratowy z (a
2
+b
2
)
SQRTS(.., ..)Pierwiastek kwadratowy z (a
2
–b
2
)
Przykłady "# zmienna"
. . .
N.. #1=PARA(1,7,3) [czyta "wymiar maszynowy 1 Z" w
zmiennej #1 ]
. . .
N.. #1=#1+1
N.. G1 X#1
N.. G1 X(SQRT(3*(SIN(30)))
N.. #1=(ABS(#2+0.5))
. . .
4.15 Programowanie zmiennych
CNC PILOT konwersuje (interpretuje) programy NC przed
wykonaniem programu. Dlatego też rozróżniamy dwa typy
zmiennych:
■
# zmienna – opracowywanie podczas konwersowania
programu NC
■
V zmienna (lub zdarzenie) – opracowanie podczas wykonania
programu NC
Obowi zuj zasady:
■
"punkt przed kresk "
■
do 6 poziomów nawiasów
■
zmienna całkowita (tylko przy V zmiennych): liczby całkowite
od –32767 .. +32768
■
realne zmienne (przy # i V zmiennych): liczby z płynnym
miejscem po przecinku, z maksymalnie 10 przed i 7 miejscami
po przecinku
■
zmienne zostaj ”zachowane”, także jeśli sterowanie w
mi dzyczasie zostało wył czone
4.15.1 # zmienne
CNC PILOT rozróżnia obszary ważności na podstawie kółek
numerowych:
■
#0 .. #29: uzależniona od kanału, globalna zmienna
Znajduj si takie zmienne dla każdego suportu (kanał NC) do
dyspozycji. Te same numery zmiennych na różnych suportach
nie oddziaływuj na siebie w żaden sposób.
Globalne zmienne pozostaj zachowane po zakończeniu
programu i mog zostać przetwarzane przez nast pny program
NC.
■
#30 .. #45 niezależne od kanału, globalne zmienne
Znajduj si one jeden raz w sterowaniu do dyspozycji. Jeżeli
program NC danego suportu zmienia zmienn , to ta zmiana
obowi zuje dla wszystkich suportów. Zmienne pozostaj
zachowane po zakończeniu programu i mog zostać
opracowywane przez nast pne programy NC.
■
#46 .. #50 zarezerwowane zmienne dla programów
fachowych
nie mog zostać używane w programie NC użytkownika.
■
#256 .. #285 lokalne zmienne
obowi zuje w obr bie podprogramu.
Czytanie wartości parametrów
Syntaktyka: #1 = PARA(x,y,z)
x = grupa parametrów
■
1: parametry maszynowe
■
2: parametry sterowania
■
3: parametry nastawienia
■
4: parametry obróbkowe
■
5: PLC parametry
y = numer parametru
z = subnumer parametru
Ci g dalszy na nast pnej stronie
Prosz programować wiersze NC z
obliczeniami zmiennych wraz z
”oznaczeniem suportu $..”, jeśli tokarka
posiada kilka suportów. Inaczej
obliczania te s wykonywane
kilkakrotnie.